This site has had 1524094 hits since 19/04/2013

Bone and Bamboo were by far the most common materials used during the height of Mahjong manufacture in China in the early 1920s. But even before the export boom, bone and bamboo were used for tile sets as early as the 1870s.
These early sets can be seen in Gallery 1.0.
Bone and bamboo tile manufacture in China was the result of a chain of separate industries and these were utilised when the manufacturing upsurge began with the increase in the export market. Where these industries were collated under one roof during this surge in manufacture, they were still nevertheless strictly segregated.
The bone in early tile sets used by Chinese players, either in domestic surroundings or in brothels, was sourced locally from small cow populations since most land was used for agriculture, rather than given over to pasture.
Thus, as the export demand of bone and bamboo tile sets increased, the demand for cow bone outstripped the local supply and so cow bone sourced from the United States replaced local Chinese sources.
In terms of the quantity and use of the raw material, a ton of back leg bones yielded enough material for 225 tile sets whereas, in contrast, a ton of front leg bones yielded enough material for 180 tile sets. The front leg bones also provided the thickest material and, as a consequence, of the 180 tile sets made from a ton of raw front leg bone, only 10 sported bone and bamboo tiles with a maximum thickness of bone.
With the export demand came strict specifications – only cow shin bone was required, and only of a certain weight and no more than a certain minimal fat content. Thus the imported shin bone was sold in ton lots by the importers to ‘jobbers’, who in turn sold it on in picul (133.33 lbs) lots to the first stage manufacturers. The bone was cut up into as many thicknesses as it was possible to obtain from the raw material, the ‘male’ dovetail added, and the pieces boiled and treated to extract the fat until the required minimal content was acquired.
Once drying was completed they were graded and then joined to cut and shaped bamboo pieces with a ‘female’ dovetail.
Bamboo was a material sourced locally. Since the principal locale of manufacture was centred in and around Shanghai, most of the bamboo was gathered from the nearby “Yangtze belt”, mainly from the areas of Ningbo and Hangzhou.
The selection of bamboo was carried out by expert judges working for the ‘bamboo harvester’. The experts classified the harvested pieces by selecting out those pieces that might warp or shrink or develop insect larvae infestation. The latter was an ongoing problem that bamboo harvesters’ experts judges faced and the detection of wood-boring beetle larvae infestation proved extremely difficult. This problem was usually overcome by selectively cutting and harvesting bamboo only outside a certain season when these insects laid their eggs. Once selected, the bamboo was dried and seasoned for over a year before being sold to the ‘first stage’ manufacturers who cut the bamboo into the required size and shape with the added ‘female’ dovetail.
Once the production of the rough, graded tiles had finished, they were then sold to the ‘second stage’ manufacturers. At this point the rough tiles were further shaped and then polished, firstly with the use of sandpaper, then fish skin and finally with a piece of rush.
Once this preparation was finished, the tiles were engraved and the various colours added to the engravings, after which the tiles were sent to have the bone faces scraped of surplus paint using a chisel and then finally repolished.
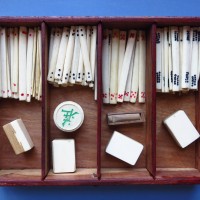
The finished tile set was added to a cabinet, acquired from another factory, with the addition of bone discs and counters or scoring sticks.
When ready for export the tile sets were arranged in units of 50 sets that were packed in 10 tin cartons with 5 tile sets per tin carton. The cabinets and accessories were packed separately in 2 similar cartons. It is probably at this stage that the potential for cross transfer could have occurred in some sets, such that tiles from one set were mixed with another set.
“… Most of the sets are made from shin-bone — only the shinbones in the forelegs of cattle being used. Most of this material comes from the slaughter houses in Chicago. Some bone is obtained in China, but as they don’t know the secret process for bleaching it properly, the native bone is used only in cheaper sets.
This shin bone is cut up into pieces that go into the MJ tiles, sawn, filed down to form the dovetail and polish all by hand. The bamboo that forms the back is also entirely cut out by hand. This work is entirely a household industry, one family of workers being able to turn out perhaps only one set in a day. The blanks are then purchased by the manufacturers, who carve the faces, and the shops in which this carving is done, usually average not over a hundred sets per month. So when it comes to filling orders from America for hundreds of sets, it is quite a job to purchase them.”
This page features Culin-patterned (Category 2.0) bone and bamboo tile sets housed in wooden cabinets or chests.
These were in general made from either pine, mahogany, rosewood or padouk. They had some form of front opening and contained usually two or five tile trays with either brass, bone, wood or alloy handles.
Their exterior decorations also included brass panels and handles; heavily carved panels and painted lacquer or ceramic panels and panels featuring the most intricate bone or wooden marquetry.
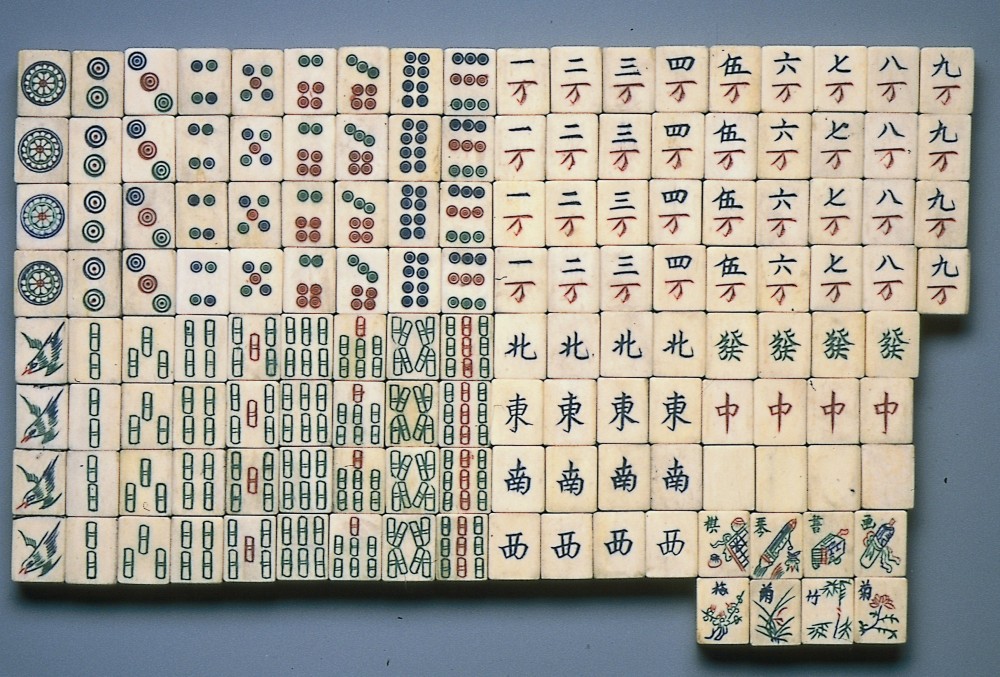
The Brooklyn Museum of Art set, collected by Stewart Culin in Shanghai in 1909. (See Mahjong(g) Before Mahjong(g) Part 2 in the Tile Set History section of this site.)
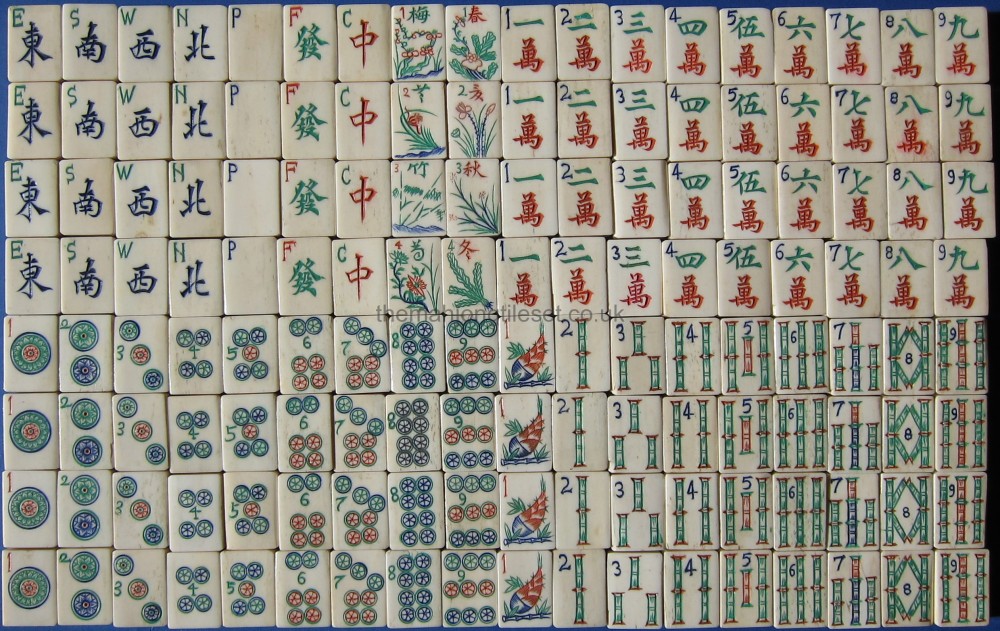
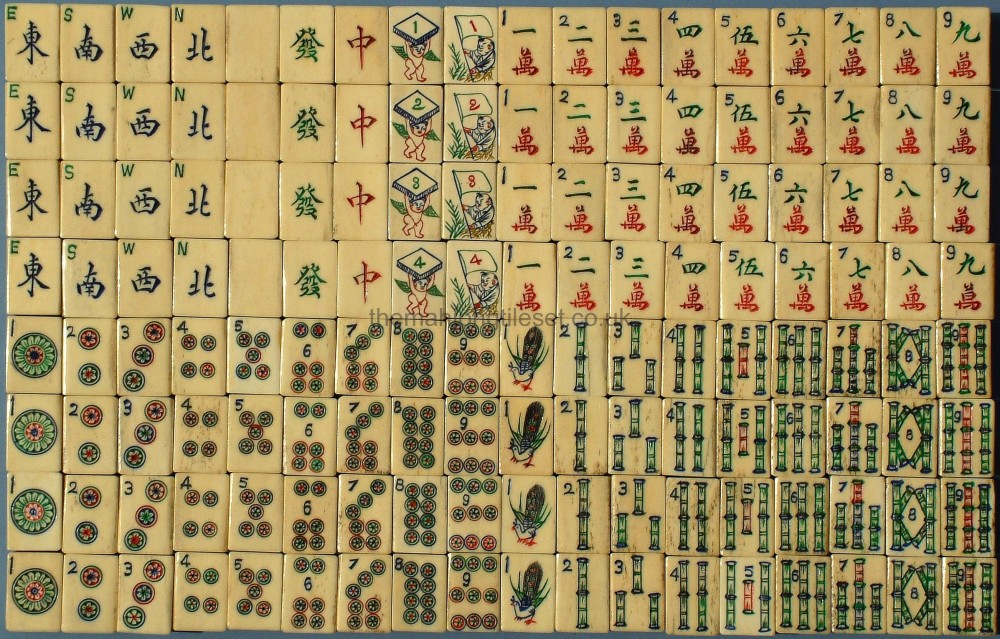
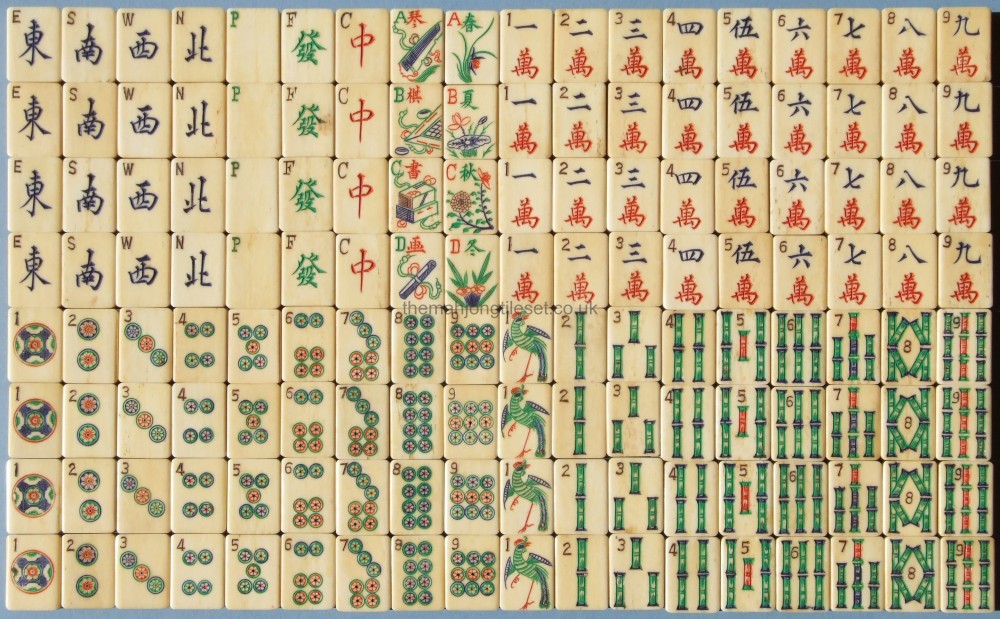
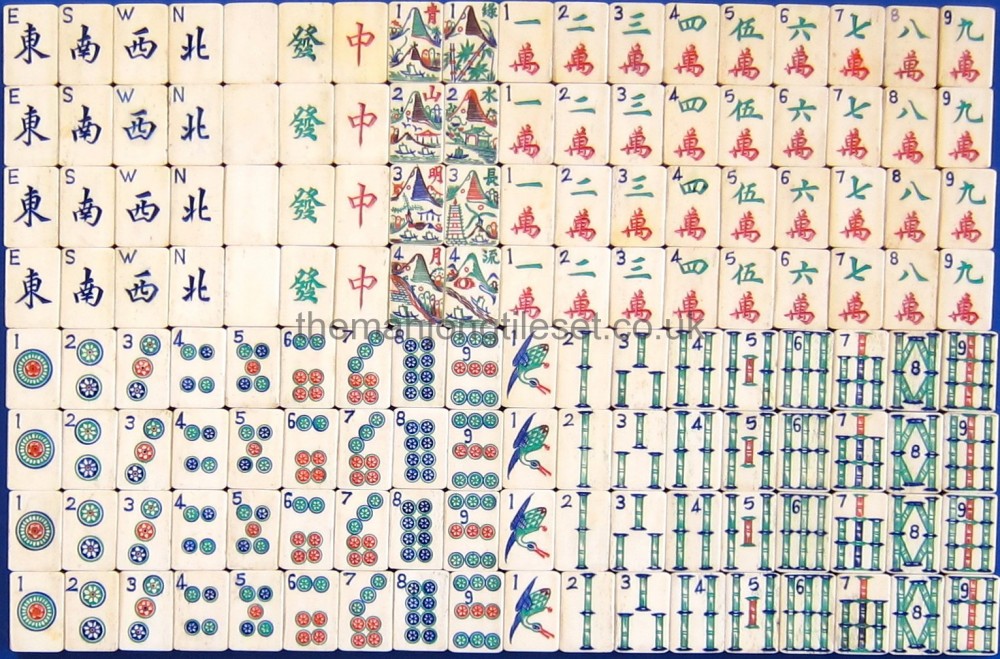
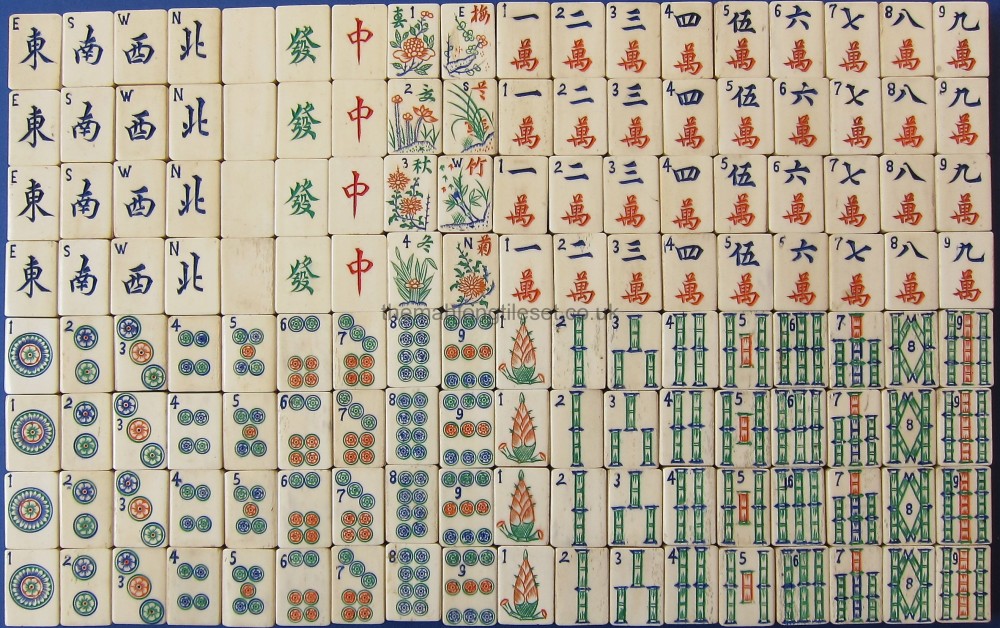
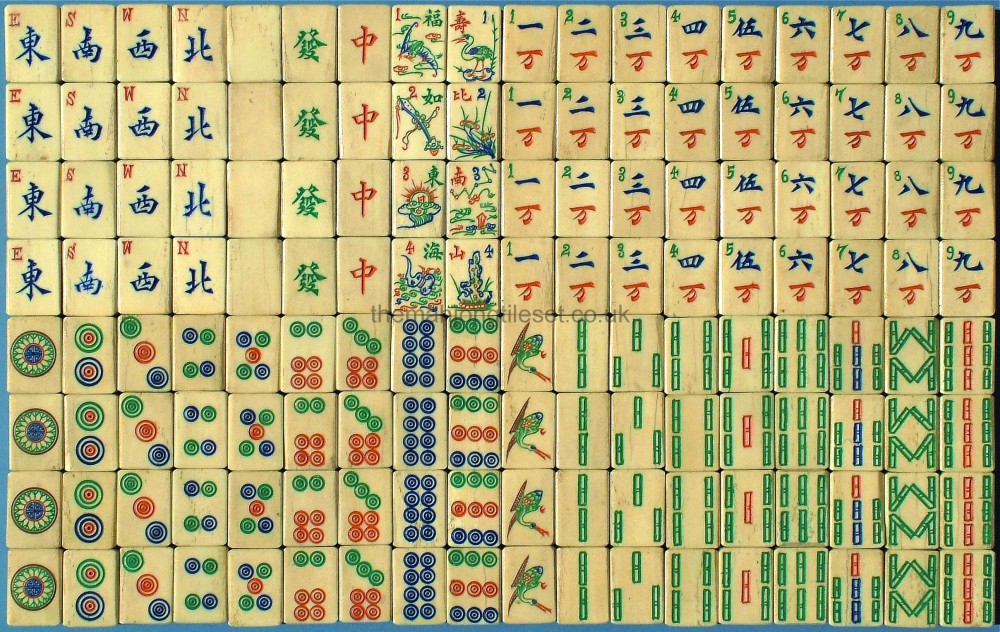
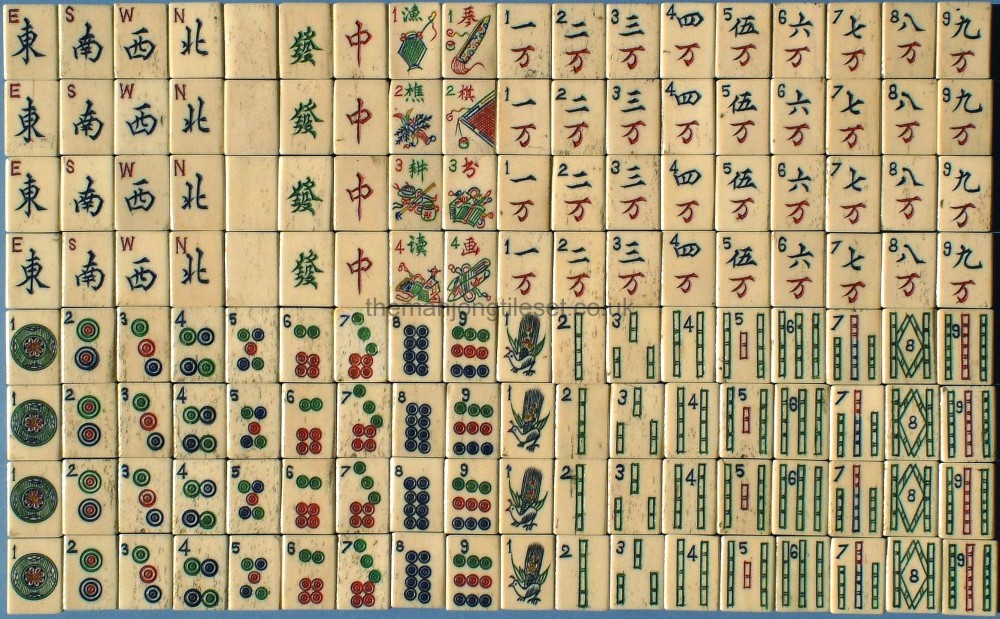
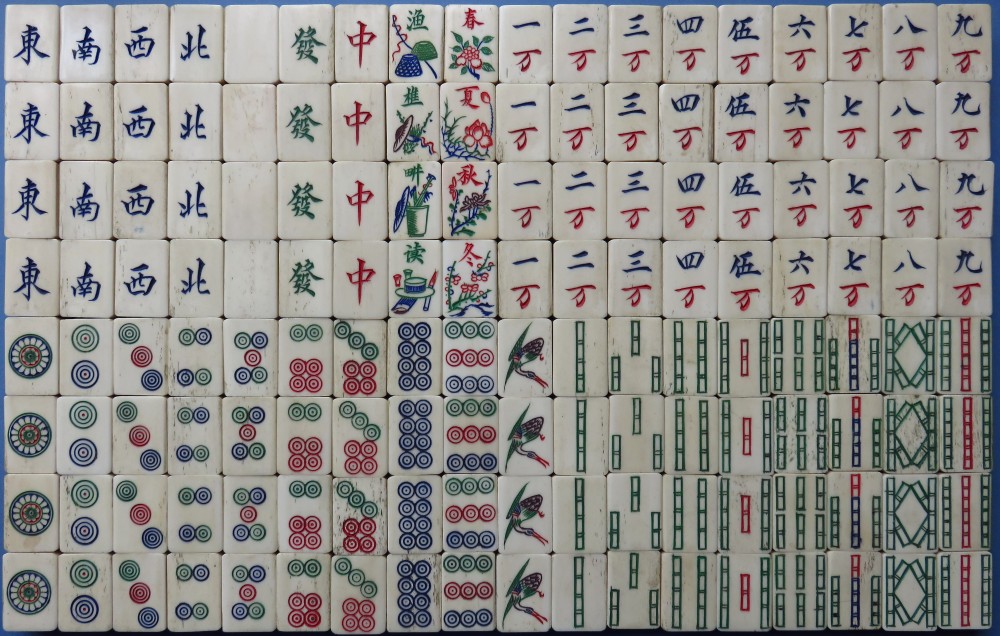
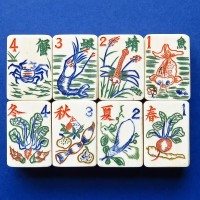
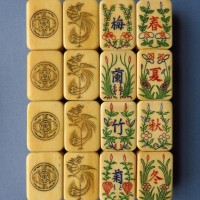
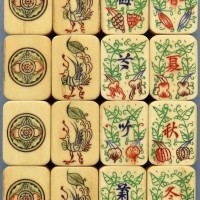
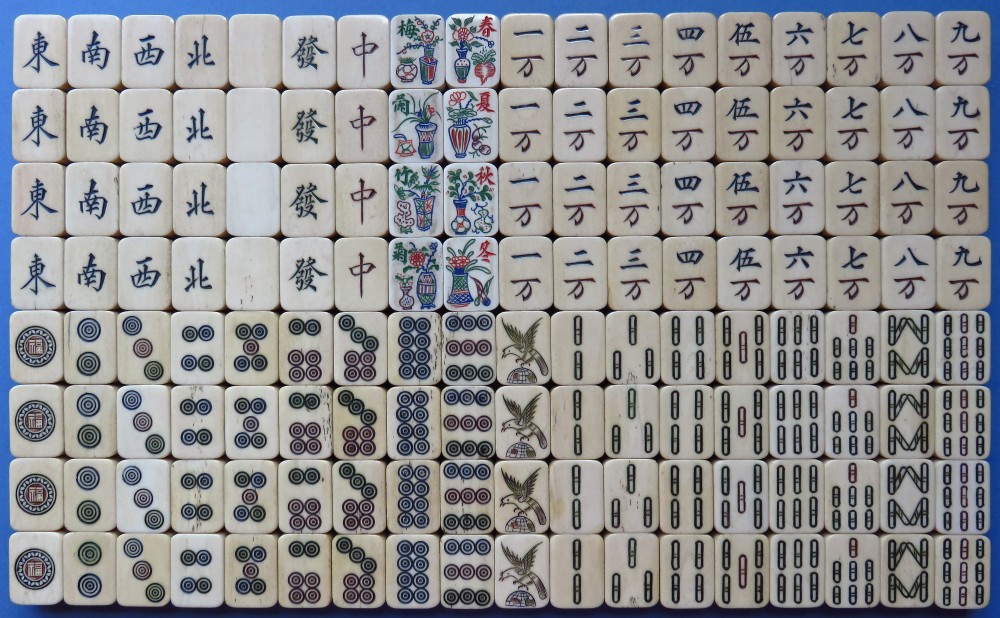
The top row of 'Seasons' tiles are, from L-R; qi (Chess), qin (Lute), shu (books) and hua (painting). These represent the four arts of the Scholar who was one of the four callings. The bottom row of four tiles are, from L-R; li (plum), lan (orchid), zhu (bamboo) and ju (chrysanthemum).
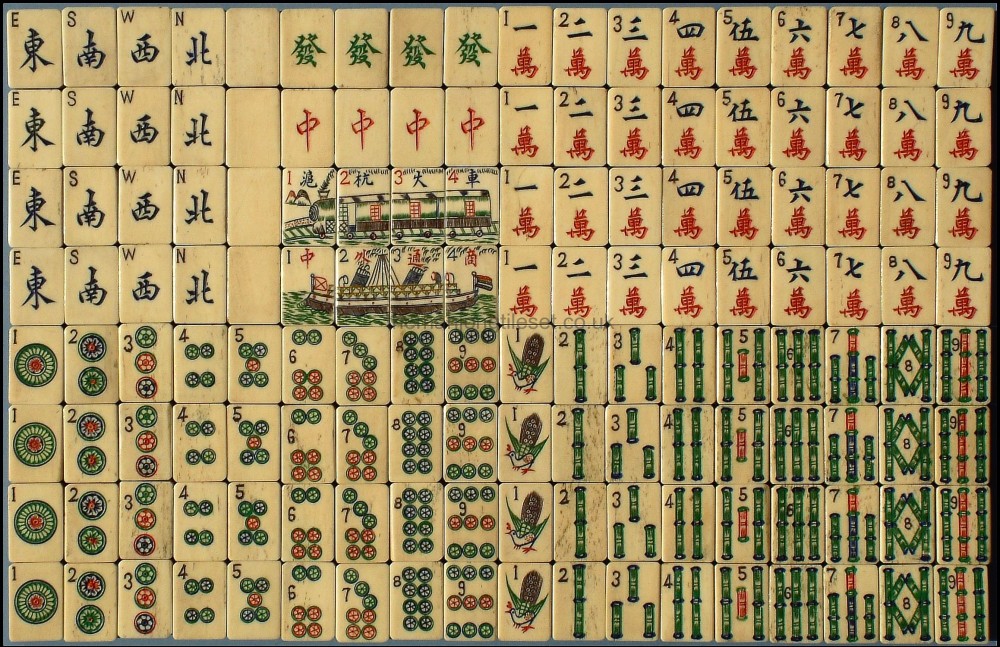
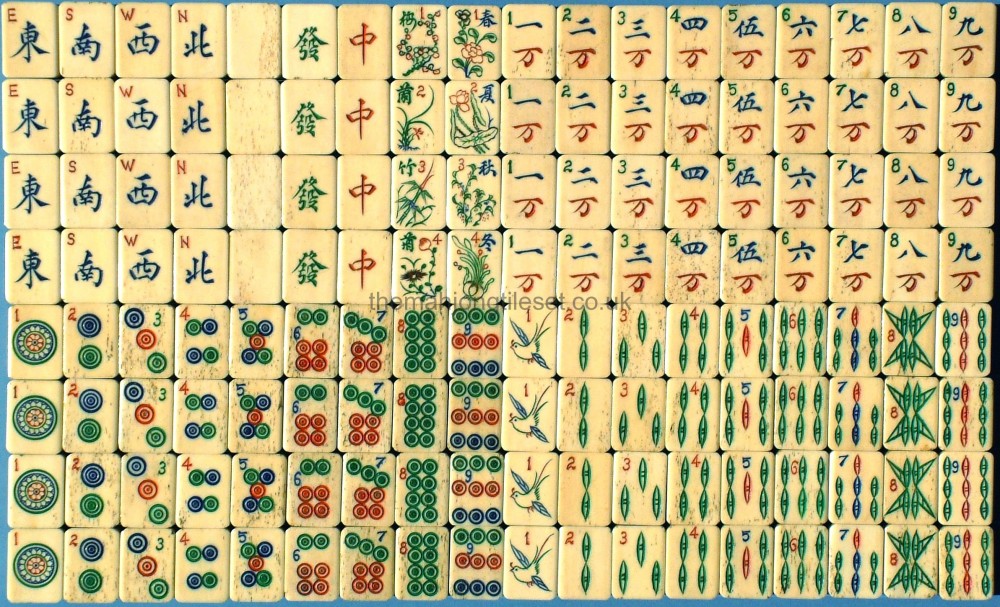
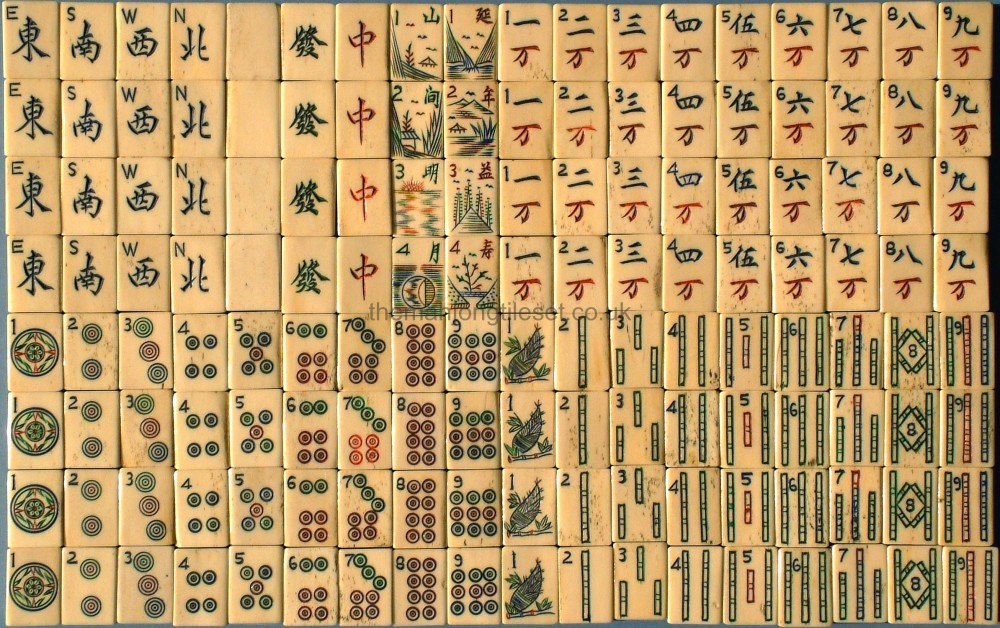
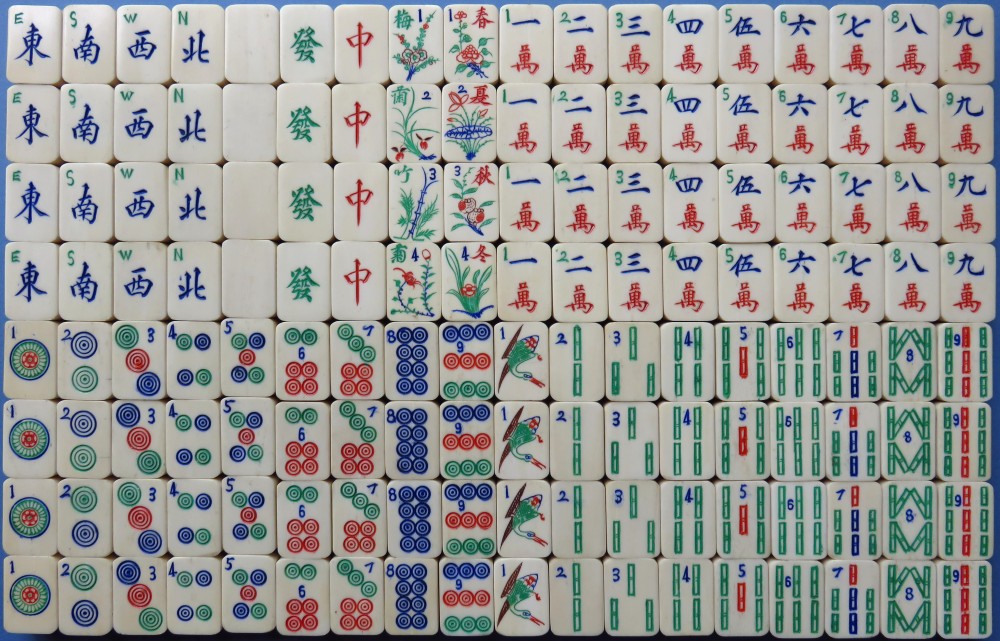
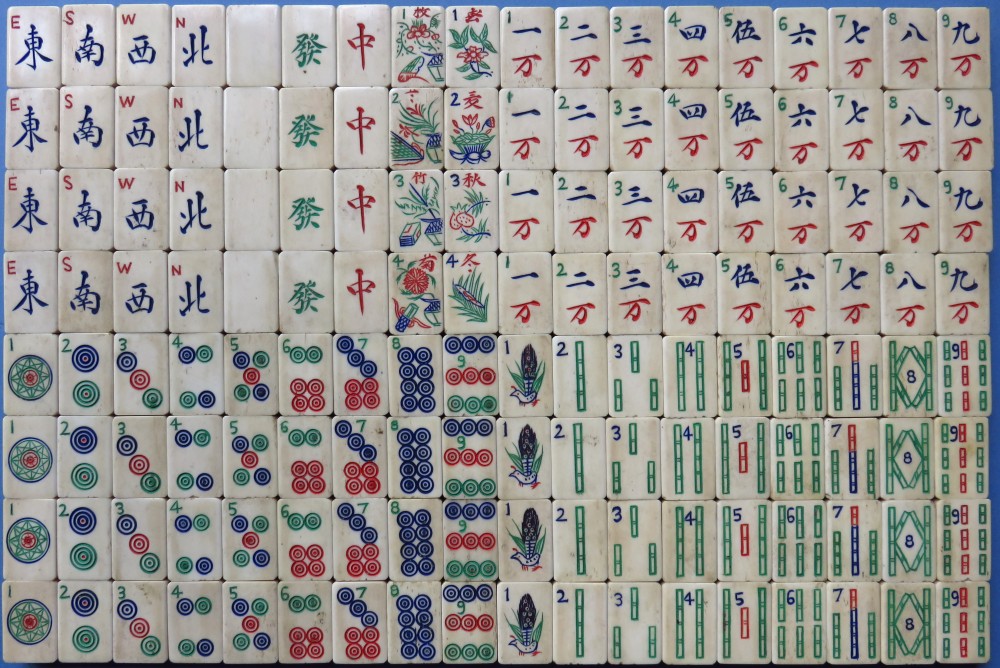
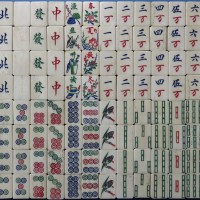
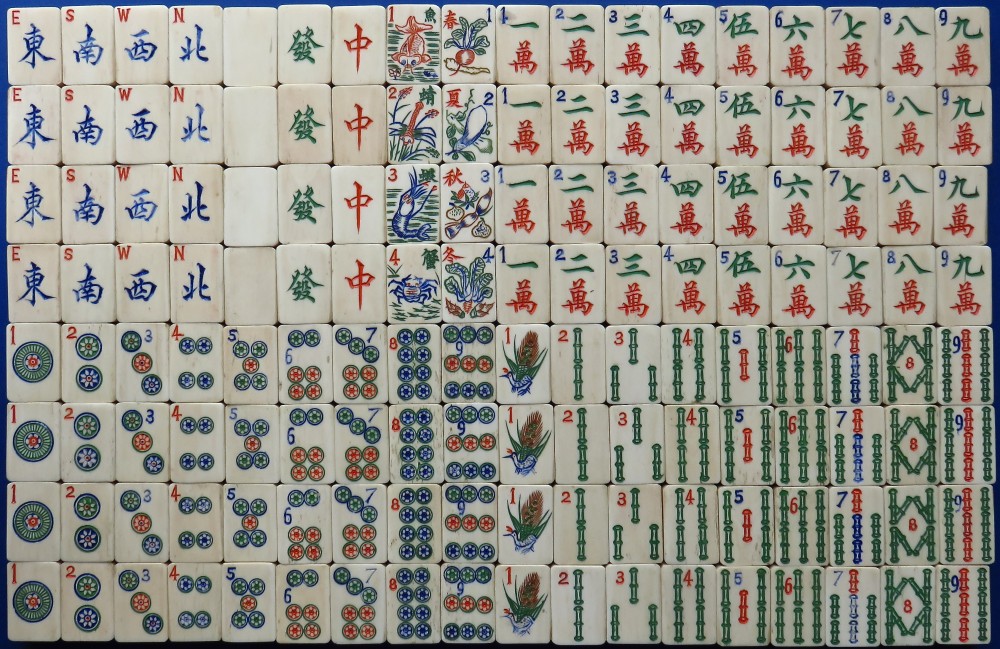
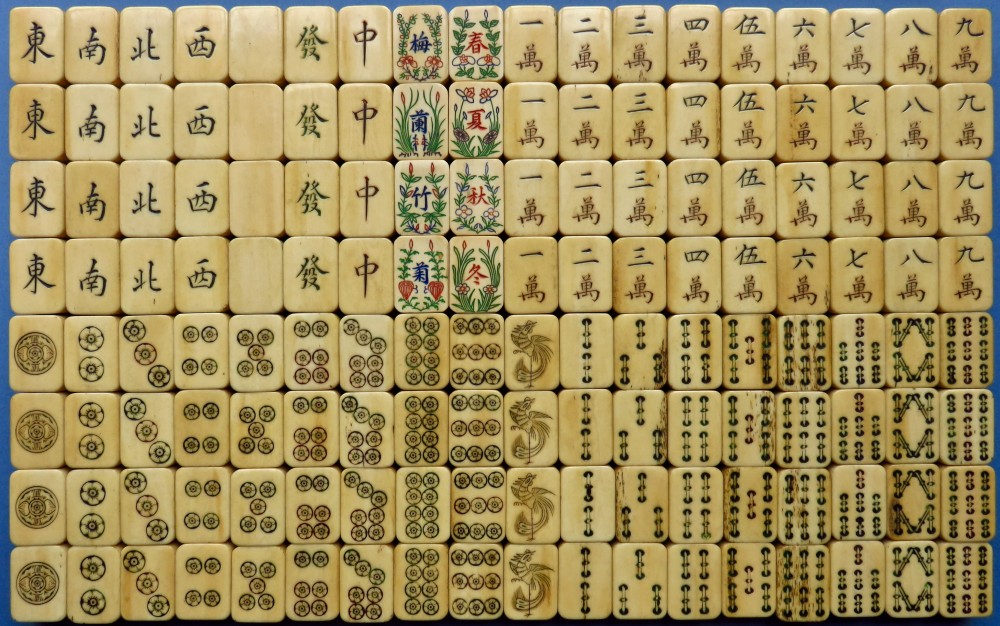
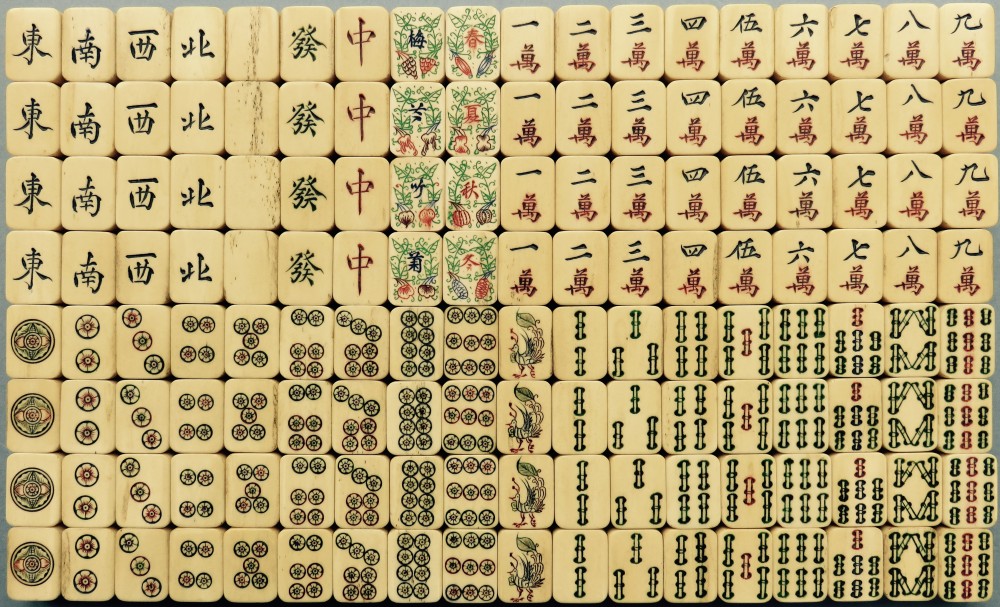
This tile set features Flowers/Season tiles that, when combined, form a continuous picture with a caption. This is not a common feature. The top row traditional (not simplified) sinograms 1 - 4 are; hu4 hang2 huo3 zhe1. Hu - the name of a river near Shanghai. It is often used as a one sinogram abbreviation for Shanghai. Hang - first sinogram in the name of the city of Hangchow - the modern romanization is Hangzhou, although the sinograms haven't changed. It is often used as an abbreviation for that city. Huo (fire) and zhe (vehicle) - hence 'fire vehicle' = "train" but also an abbreviation for "railroad". Thus the top line spells out "Shanghai-Hangzhou Railroad [Line]". The bottom row 1 - 4 are; zhong1 wai4 tong1 shang1. zhong - an abbreviation for zhong guo = middle country = "China". Wai is an abbreviation for wai guo = outside country = "other countries". When combined we have China and foreign countries = "international". Tong and shang = through trade = "commerce". Thus the caption reads "International Commerce". Note the fine detail in the engravings. The 'Character' or wan suit uses the traditional Chinese sinogram for wan, the 1 Cash/"Circle" has a plum blossom at its centre with its five petal symbolising good luck. The rest of the suit has what appear to be flowers inside the circles. The 1 SOC/Bamboo is a bird possibly carrying a basket with coins on its back. Elaborate designs on the rods of the rest of the suit.


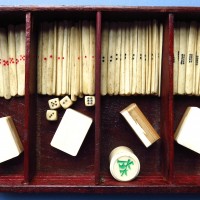
Contrary to popular belief, not all elaborate or unusual sets came in elaborate containers. Simple wooden cabinet with five trays. Slide-up front with 2 sinograms; shou (long life) and fu (happiness).
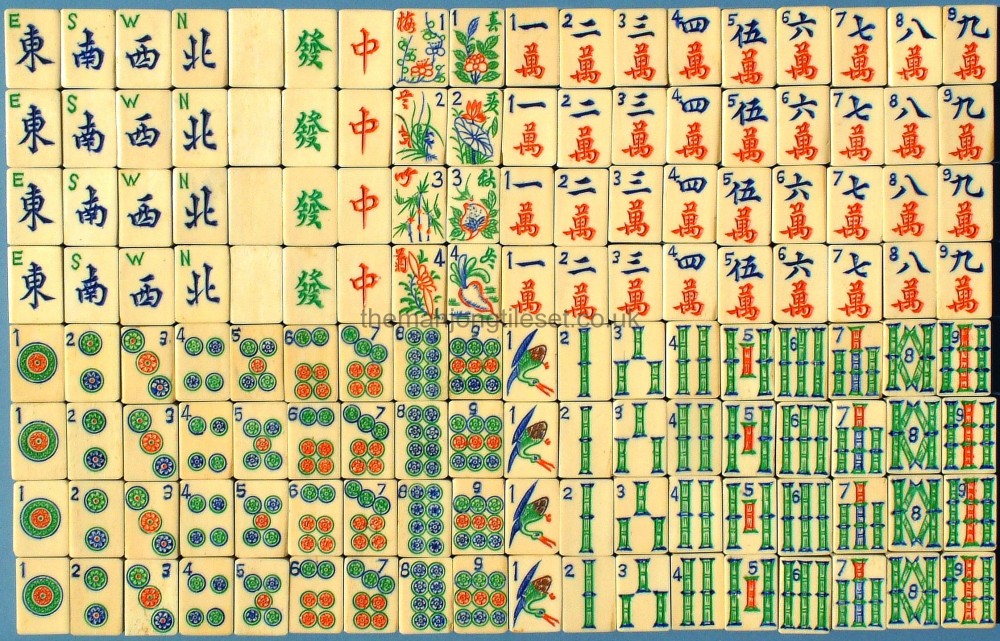
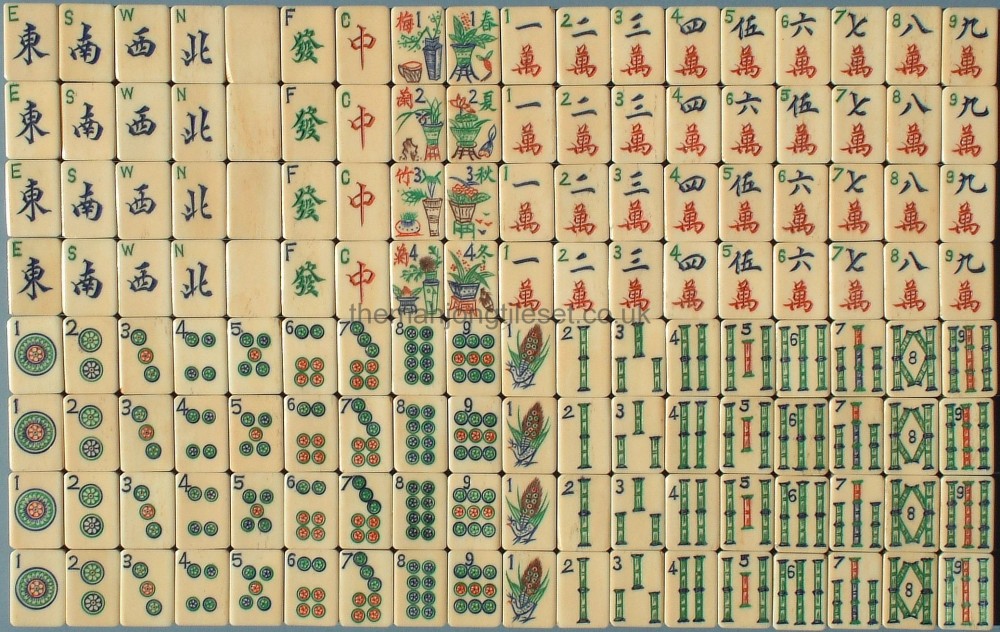
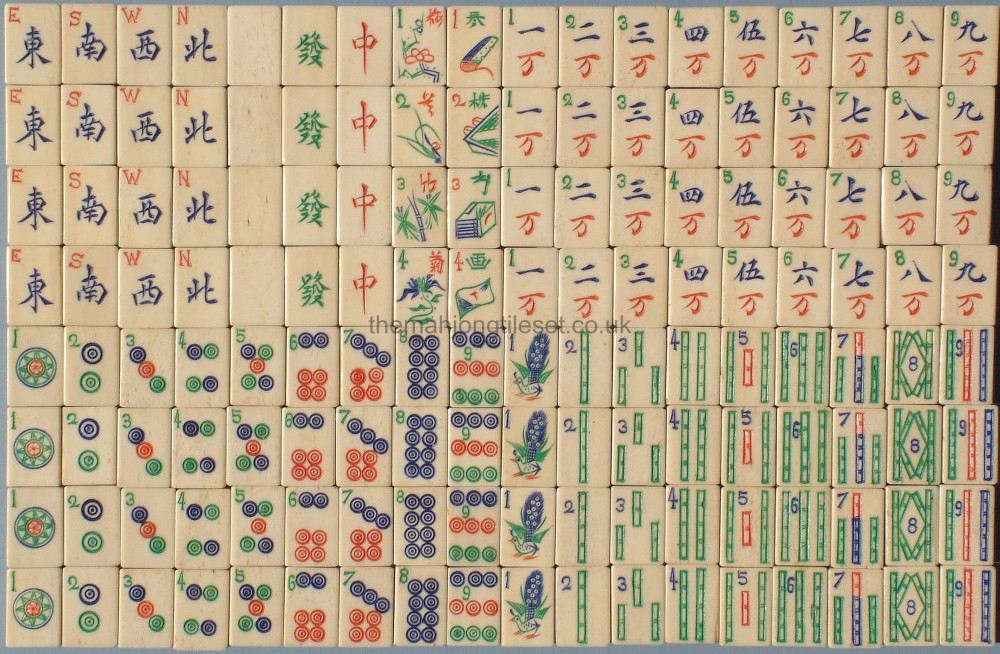
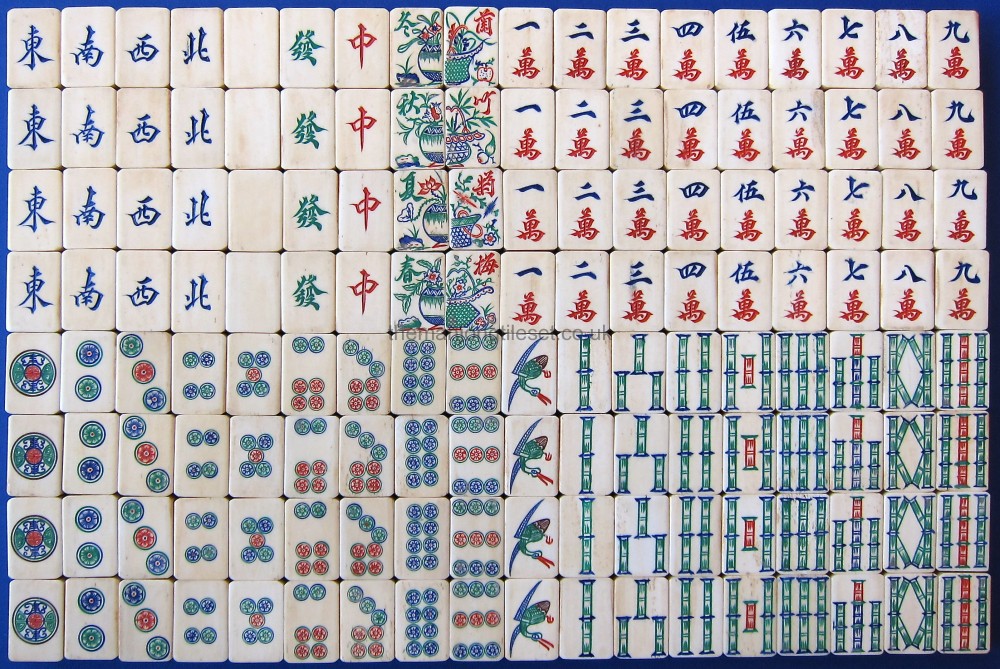
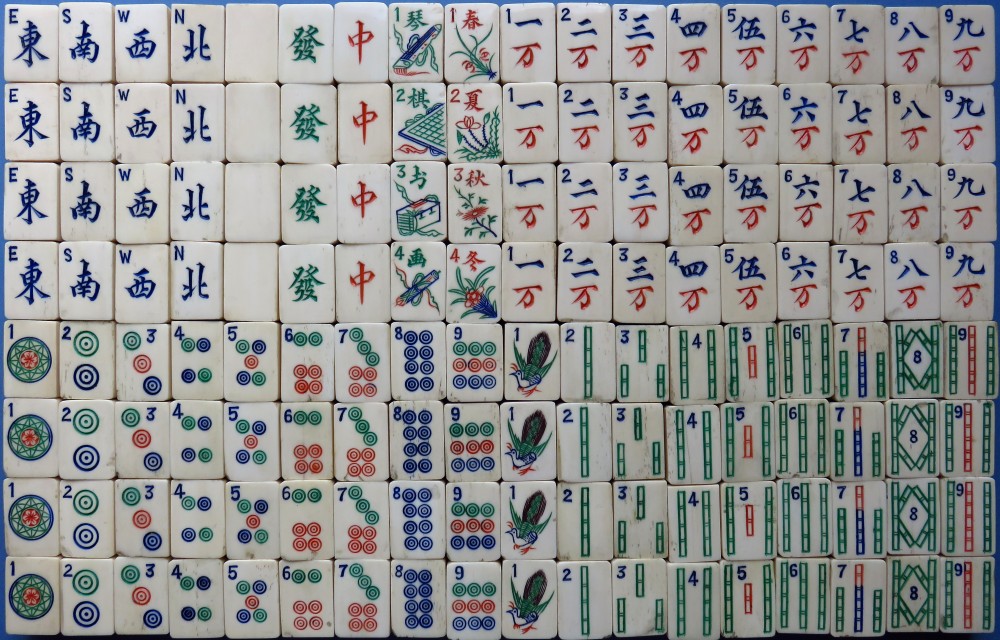
Relatively small bone and bamboo tiles. Finely engraved tiles. Note the presence of the green number eight Cash/'Circles'. Bird on the number one SOC/'Bamboo' and pointed 'leaf shapes' for the rest of the suit. Flowers are the four noble plants of li (plum), lan (orchid), zhu (bamboo) and j (chrysanthemum). Seasons are chin (Spring), xia (Summer), qiu (Autumn) and dong (Winter). The plants are a peony, a lotus blossom and leaf, peach? blossom and narcissus. This may signify riches, a wish for heart and harmony shared, long life and a married couple. So perhaps this says "may you as a married couple have a heart and harmony shared with riches and a long life".


A Rosewood cabinet with intricate marquetry on four sides and top. Recessed 'half-handles' form one handle when upright. Five wooden trays with small bone knobs.


Sparrow on plum blossom.


Sparrow on chrysanthemum.


Chrysanthemum blossoms.


Sparrows on plum blossom.
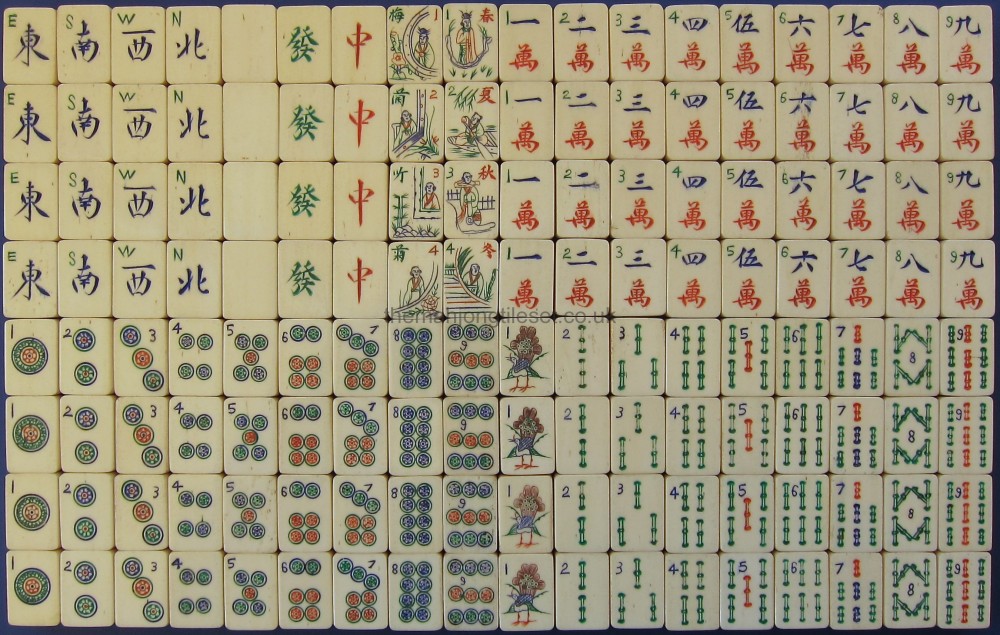
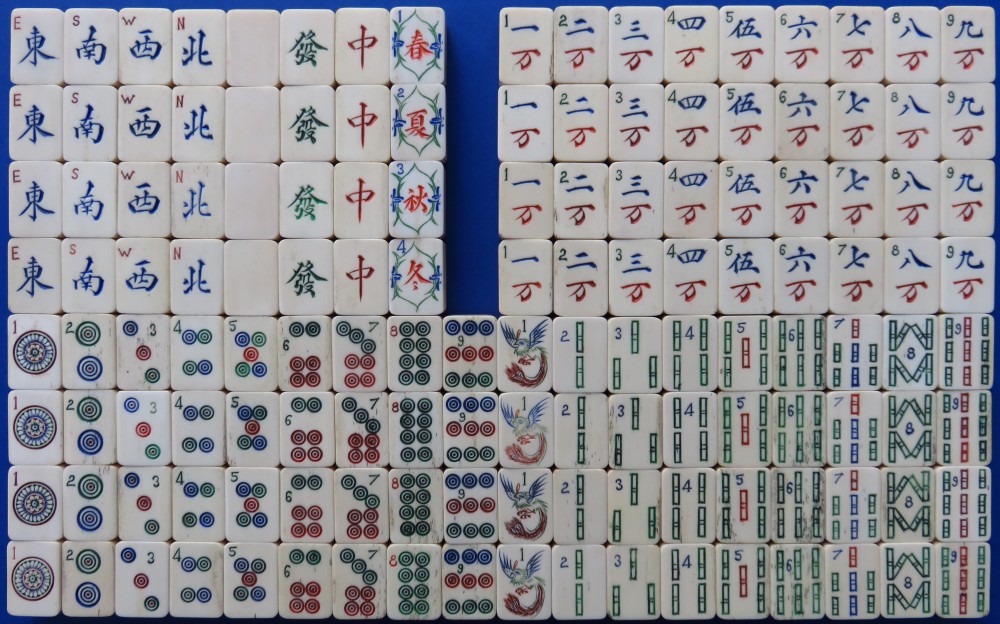
This tile set was acquired in mint condition as is evident from the pristine condition of the tiles. The suits are represented by the usual decorative engravings we have seen in the sets above. The left hand Flowers quartet are li 'plum', lan 'orchid', zhu 'bamboo' and ju 'chrysanthemum' - the four noble plants. The Seasons are chun 'Spring', xia 'Summer'' qiu 'Autumn' and dong 'Winter. The plants on the seasons are mu-dan 'peony', lian-hua 'lotus', shi-liu 'pomegranate' and probably 'shui-xian 'narcissus' bulb. These signify riches (peony), complete union (lotus bloom, leaf and bud), many children (pomegranate and seeds) and married couple = "may your marriage be a complete union with many children and riches".


Similar wooden cabinet to Box 19 below except it has green leaves surrounding the metal sinogram for xi 'double happiness'.
This set, according to the Japanese MJ Museum was "made in Shanghai (the 1920's) and imported into Canada by Kingsford Co. of Toronto and then sold to England". It is one of two in this gallery and this type of set is relatively rare. Ornate engravings and note the finely engraved red bamboo shoot on the number one bamboo and the letters P 'pai for bai', white, F for fa 'to issue' and C for 'chung or zong, centre.


Wooden cabinet with five wooden drawers. Complete with accessories.
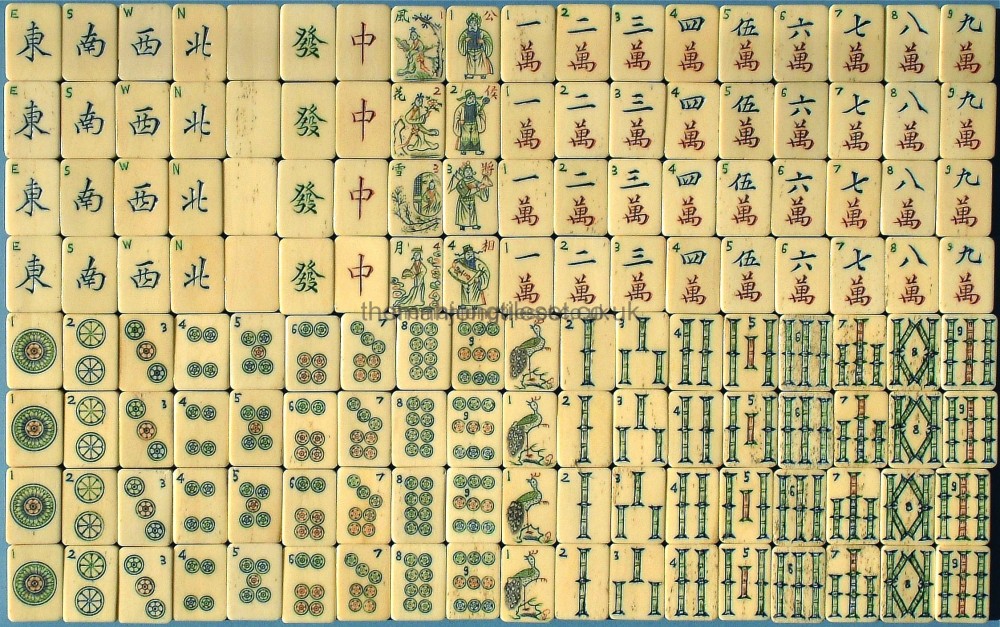
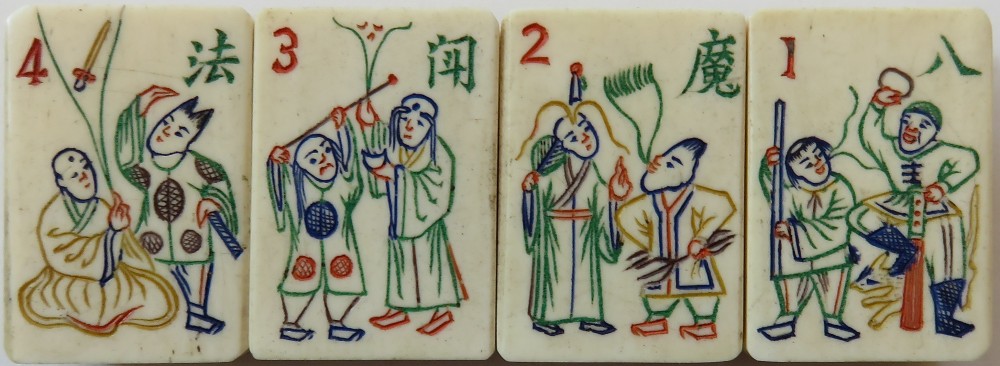
Decoratively carved suits and finely engraved Flowers and Seasons with male and female human figures. The sinograms on the left quartet read; feng (wind), hua (flower), xue (snow) and yue (moon). These are an idiom for sentimental writing and poetry and so might reflect the four seasons. Thus wind for Summer, flowers for Spring, snows for Winter and moon for Autumn (when the Moon Festival is held). The right quartet reads; gong (duke), hou (marquis), jiang (general/marshal) and xiang (premier/minister) = the Four Ranks of Nobility. These four were also found in the Duke, Marquis, Marshal, Premier tile set seen in Category 1.0.


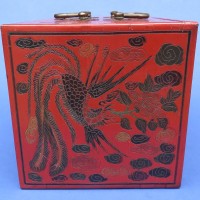
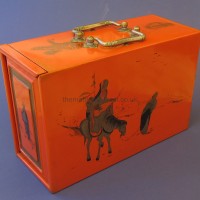
A wooden - probably pine - cabinet overlain with thick red lacquer, engraved with painted scenes. Five, black lacquered trays.


Side view of cabinet showing engraved scene. One corner metal decoration missing.




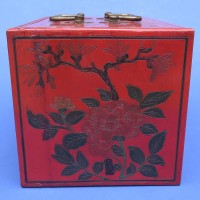
Back of cabinet with some restoration.


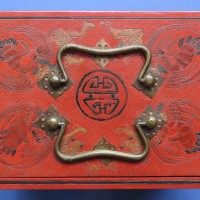
Top of cabinet.
This tile set features ornately carved suits with Flowers/Seasons of human figured holding tablets and flags.


Wooden cabinet with five trays. Green sinogram 'shou' for longevity with the word "mahjong' above it.
A clean set of tiles with ornately engraved suits. Note the letter 'F' for Fa (the green sinogram, meaning 'issue', 'send forth'. This may be a one sinogram abbreviation for the phrase 'fa cai' = get rich) and 'C' for Chung (the red sinogram, meaning 'centre'. In Pinyin it is zhong). Flowers and Seasons tiles in vases with accompanying objects similar to set 1920-13a. Flowers are Plum (li), Orchid (lan), Bamboo (zhu), Chrysanthemum (ju). The Seasons are Spring (chun), Summer (xia), Autumn (qiu), Winter (dong).


Wooden cabinet with a slide-up front and five wooden trays. Note there is some shrinkage in the front panel due to the drying of the wood.
A tile set with decorative number 1 Cash/'Circle' plus red number eight Cash/'Circle'. Dark bamboo shoot on number one SOC/'Bamboo'. Thin rods for the rest of the suit. Flowers and Seasons sport scenic views. When combined these spell out a saying. The left quartet read; shan (mountain), jian (between), ming (bright), yue (moon) = "A bright moon between the mountains." The right quartet read; yan (extend), nian (year), yi (benefits), shou (longevity) = "The benefit of longevity extends the years."


Wooden chest with five trays. Slide-up front panel has the term 'Ma jong' above the sinogram 'shou' for "Prosperity". Beneath is "Made in China" and under that is a line of sinograms that say; "Made under the supervision of the ShenShe Company, Shanghai".
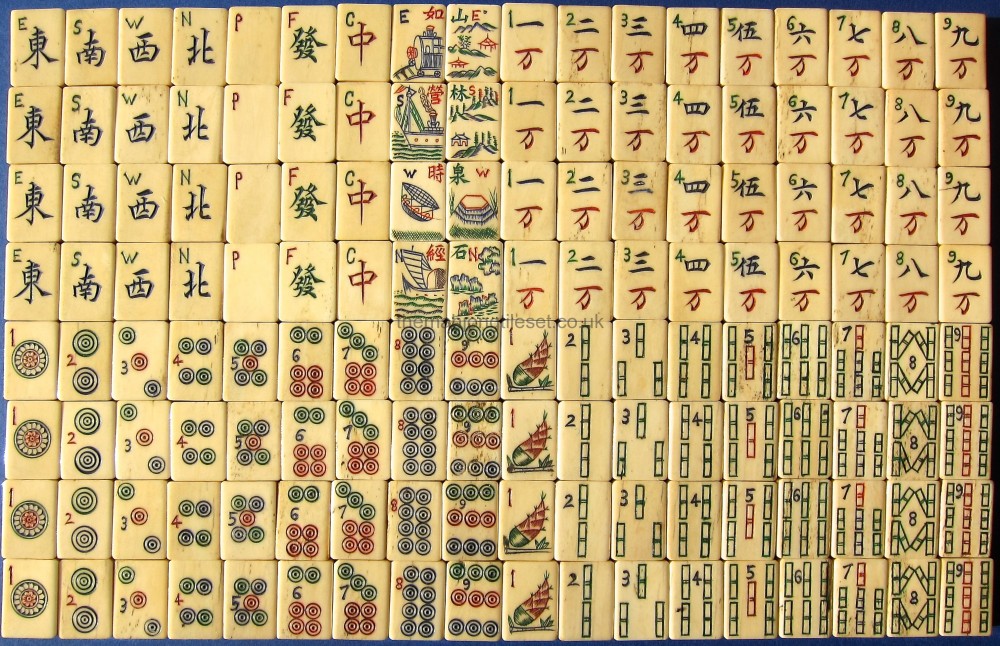
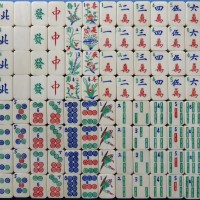
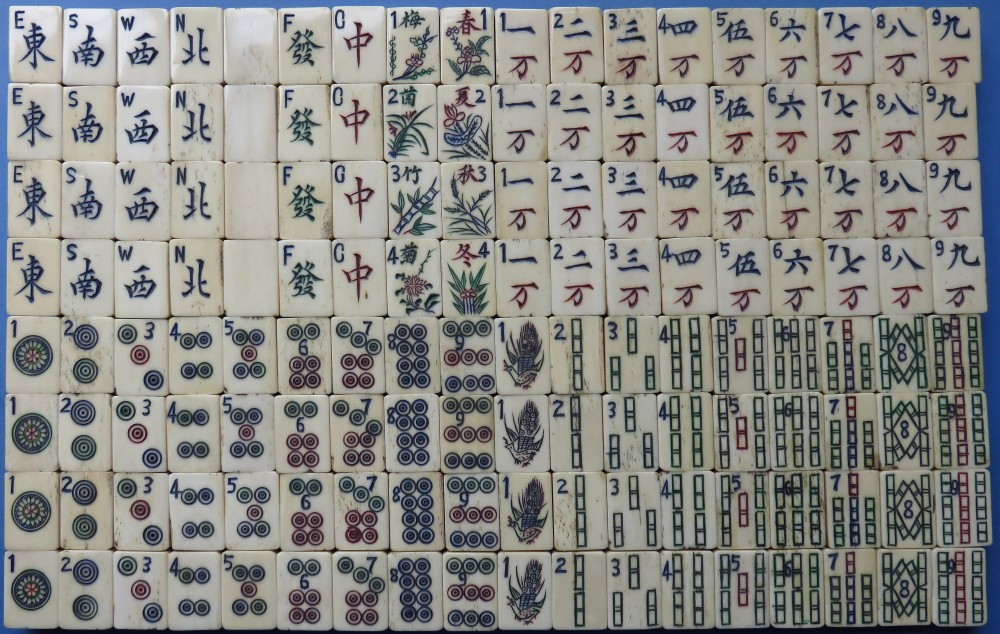
Very clean standard tile set. 148 tiles. Probably played with a couple of times. Compare with tile set 57 below. Very similar iconography. Probably from the same manufacturer (see next image).


Two drawer cabinet identical to cabinet 57. This lends evidence to the set coming from the same manufacturer as set 57. (This image is of cabinet 57 as the original was wiped during a server malfunction)
The suits in this tile set are in an ornate style with the use of the formal or traditional form of 'wan' on the wan/'Character' suit, flowers in the Cash/'Circles' suit and detailed bamboo rods. There is a standing what appears to be a Phoenix or a Long-tailed Bird on the number one SOC/'Bamboo' suit. The three honours or 'Dragons' have the letters of 'P' (Pai), 'F' (Fa) and 'C' (Chung). Generally, the white tile is known as Bai. However, the Wage-Giles romanization for 'B' is 'P'. The Flowers sinograms and objects are qin (lute), qi (chess), shu (books) and hua (painting). The Seasons are chun (Spring), xia (Summer), qiu (Autumn) and dong (Winter). The plants are an orchid, a lotus (with bloom, leaf and bud), a pomegranate? and a narcissus. This may signify a blessing of 'love and complete union with many children in marriage".


Wooden cabinet with five trays. Two large sinograms "ma que" on the sliding front panel.
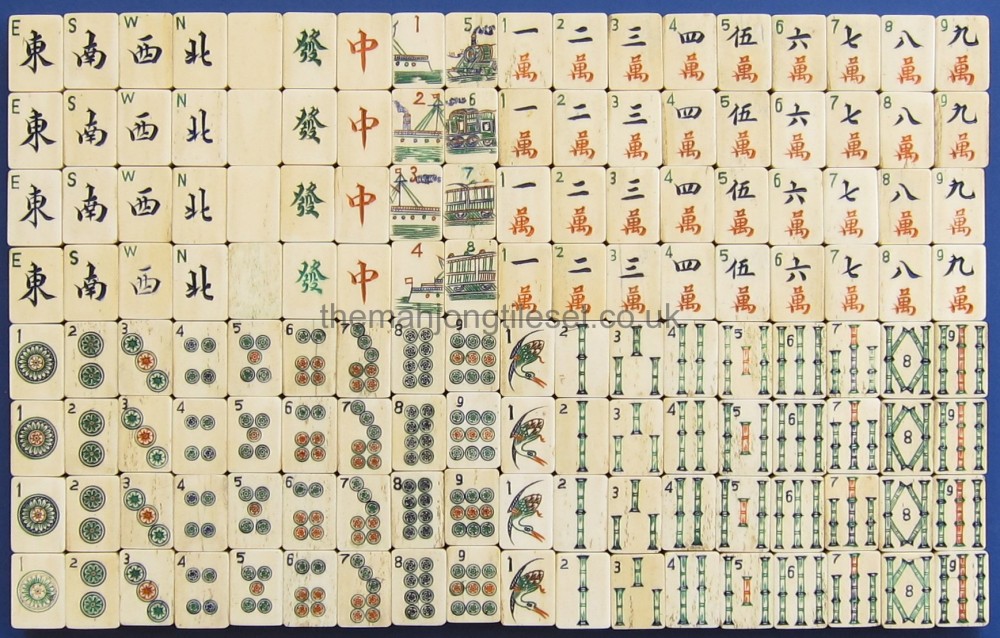
Decorated engravings on the suits with the Flowers/Seasons forming a train and a ship when placed together into their respective quartets (see following image).
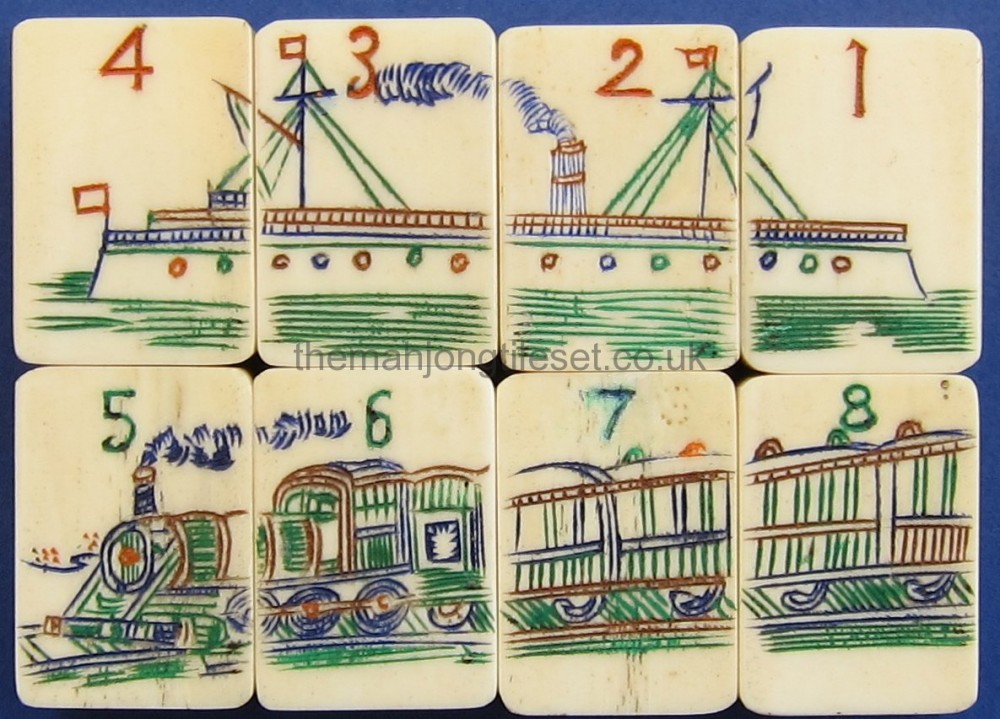
The tiles 1-4 form a ship. Numbers 5-8 form a train. There is no indication as to what these signify - perhaps as modes of transport or, as in a previous set (see 1920-14a), the opening of a railway line and the involvement in international trade.


Wooden cabinet with metal handles and corner pieces. Five wooden trays inside. Sliding front cover with four small sinograms in a column and two larger sinograms across the middle.
This is one of two examples in this gallery of a tile set that has a particular shaped engraving of a very large bamboo shoot on the number one SOC/Bamboo suit. These sets, according to the Japanese Mah Jong Museum, were "made in Shanghai (the 1920's) and imported into Canada by Kingsford Co. of Toronto and then sold to England". It seems these sets also had the Honours or Dragon tiles marked with 'P' (bai, white - where P is Wade-Giles romanization for B), F for Fa (to issue) and C for Chung (Ch, which is Wade-Giles for Zh as in Zhong, 'middle or center'.) The simplified form of wan for the wan or 'Character' suit, simple rods for the SOC or 'Bamboo' suit and simple circles for the cash or 'Circles' suit. The left hand Flowers/Seasons quartet are arranged in the Chinese ordering of ESWN. However, when arranged in the Western fashion of NSEW we have; jing 'undergo', ying 'trade', ru 'as', shi 'time'. Thus jing ying = "engage in business activity or trade" and ru shi = "this is the time for". So "this is the time for trade". The right quartet reads when arranged NSEW; shi 'stone', lin 'forest', shan 'mountain', quan 'spring' = shi lin shan quan = "a stone in the forest, a mountain spring".


This is a Mah-Jongg Sales Co. box. It is doubtful that this is the original box for this set.
The suits in this set employ decorative and formal engravings. The traditional form for wan 'myriads' is used for the wan or Myriads of Cash/'Character' suit and the coins or 'Circles' are decorated with flowers and the rods of the SOC or 'Bamboo' suit are lined and barbed. The Flowers/Seasons are fully engraved with mountains and surrounding scenes. The left quartet reads; qing 'green/verdent', shan 'mountain', ming 'bright' and yue 'moon' = "a bright moon among the green mountains". The right quartet reads; lu 'green', shui 'water', chang 'contantly' and liu 'flow (of a river)' = "the green water of the river flows constantly".


Wooden cabinet with slide front cover and five wooden trays, decorated on three sides with bone marquetry featuring Dragons. Finely decorated carved handle.
Ornately decorated suit tiles with the wan 'Myriads' (of Cash)/'Character' suit using the traditional form for 'wan'. The Cash or 'Circles' suit is decorated with flowers. In the number one we have three symbols - a compressed symbol for shou 'longevity', two half cash coins and in the center a symbol for longevity. Thus we have wealth, longevity and joy. The SOC/'Bamboo' suit has a flying Crane on the number one and rods decorated with sharp protuberances at their ends. The Seasons on the left are in reverse order as are the Flowers on the right. For the Seasons from the bottom up; chun 'Spring', xia 'Summer', qiu 'Summer', dong 'Winter'. The left hand Flowers quartet from the bottom up; li 'Plum', ju 'Chrysanthemum', zhu 'Bamboo' and lan 'Orchid'. Both quartets show vases or pots with flowers and various objects that will spell out a blessing or saying.


Fully carved cabinet on all sides, with carved handle, slide in front panel and five wooden trays.
Another tile set with the distinctive red bamboo shoot on the number one SOC/'Bamboo'. This design is different to the red one above, which probably signals a different manufacturer. This set also sports the decorative or ornate engravings for the suits - the traditional form of wan 'Myriads' (of Cash) for the wan/'Character' suit, Cash/'Circles' with plum blossoms and pointed knobs on the rods of the SOC/'Bamboo' suit. Unlike the other red bamboo shoot set, and the one below, there are no letters on the Honours/'Dragons' tiles. The left quartet are the Seasons of chun 'Spring', xia 'Summer', qiu 'Autumn' and dong 'Winter'. Their plants are mu-dan 'peony', lian-hua 'lotus', ju 'chrysanthemum' and shui-xian 'narcissus'. The first three are symbols for their respective months and the narcissus is the symbol of 'good luck for the coming year'. The right Flowers quartet sinograms and plants are li 'plum', lan 'orchid', zhu 'bamboo' and ju 'chrysanthemum'.


Wooden cabinet with five wooden tile trays and slide down front panel. Metal corners in the shape of bats. Metal ornaments also in the shape of bats on the front panel. Bats symbolise 'good luck and happiness'. In the center of the panel is the metal sinogram xi 'double happiness'. Two metal handle on top. Similar to Box 4.
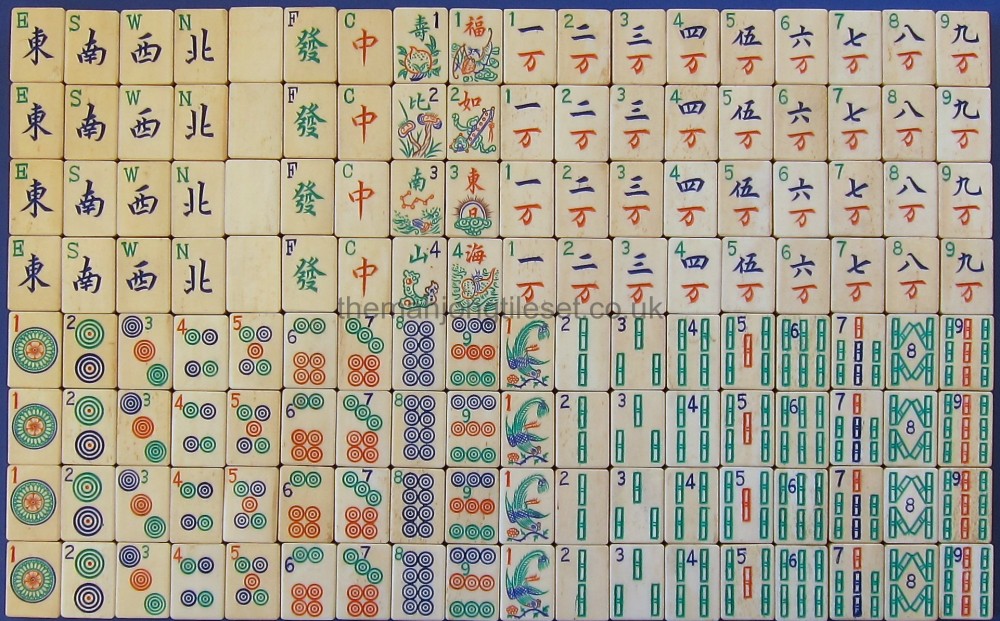
An example of a tile set using simplified engravings for the suits but accompanied by an uncommon set of Flowers/Seasons and a flying Phoenix carrying possibly a peony flower in its beak. Note the use of green for the Arabic numerals and English lettering. Note also the use of different colours for the number one of each suit. The Phoenix and peony may symbolise the loved and the beloved. The left quartet sinograms read; shou 'longevity', bi 'compare', nan 'south' and shan 'mountain' = "longevity compared to the South Mountain". The right quartet reads; fu 'happiness', ru 'like', dong 'East' and hai 'sea' = "happiness is like the Eastern Sea" (possibly referring to the Island of the Immortals or Paradise which is said to lie in the Eastern Sea).


Dark stained wood cabinet with five trays and slide in front sporting two engraved and green painted sinograms. Metal ornaments on the corners and top of slide in front, represent bats for good fortune. Metal handles.
This is a 'sister set' to set above. The suit insignia are non ornate. As in set 1920-50a the left quartet of the Flowers/Seasons reads; fu 'good fortune and happiness'; ru 'like', dong 'eastern' and hai 'sea' = fu ru dong hai = "happiness and good fortune like the Eastern Sea". The right quartet reads; shou 'longevity'; bi 'compared'; nan 'Southern' and shan 'Mountain' = shou bi nan shan = "longevity compared to the South Mountain".


Red-stained wooden cabinet with metal, bat-shaped corner ornaments - bats being symbols for good fortune. The slide front panel also has a small metal clasp in the shape of a bat. In the middle are two green sinograms. From the left xiang ''auspicious' and ji 'lucky or propitious'. The interior holds five wooden trays.
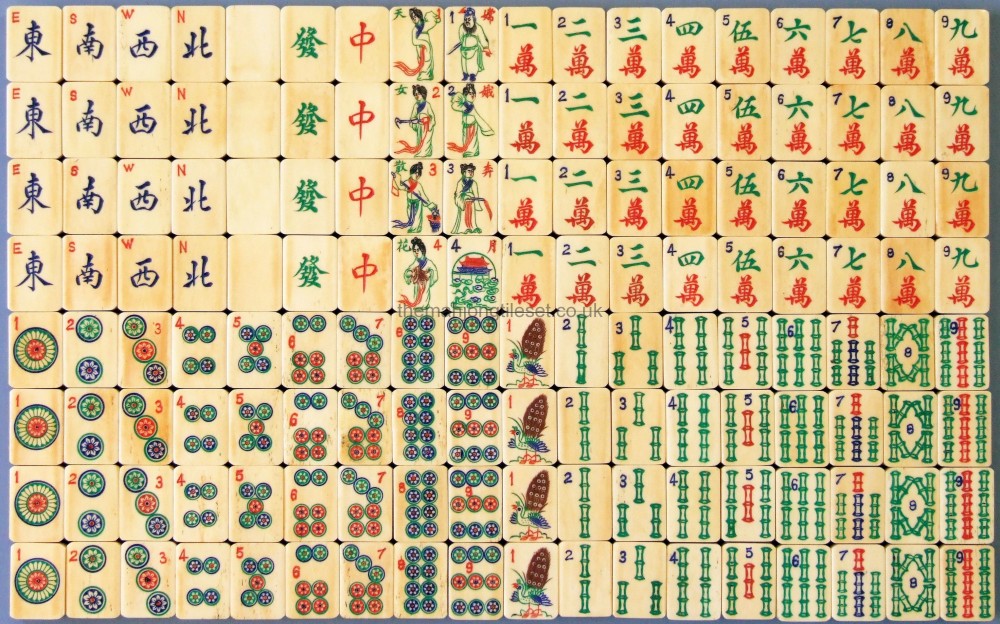
This tile set appears to show the brown tint on the bone surface that is common with tiles backed with ebony. However, in this case the tiles are backed with bamboo.The tiles also have the ornate engravings on the three suits plus an unusual bird on the one SoC/'Bamboo'. Note the different use of colours for the numbering of the Arabic numerals and on the number ones of each suit. The Flowers/Seasons show various human figures. The first quartet reads; tian 'heaven', nu 'woman', san 'dispense or scatter' and hua 'flowers' . This may say "heavenly woman scattering flowers". The right quartet reads; chang 'the moon goddess', e ' pretty young woman', ?, yue 'moon'.


A very ornate and decorative example of a fully carved, rectangular, wooden cabinet. The slide panel is at the front and is held closed by a spring at the back of the bottom tray. The tray is forced against the door which in turn fits into a recess at the top and bottom. When opened it slides under the bottom tray. Fully carved handle. Five wooden trays.
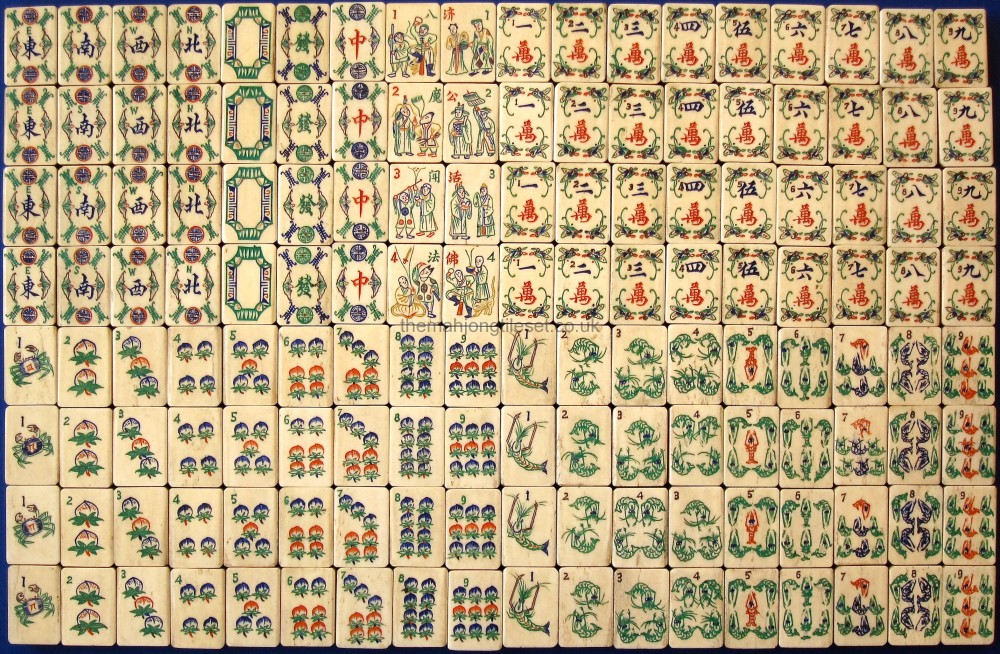
As we can see, this is an example of a fully engraved tile set. Although at first glance it appears highly decorative, a second examination yields the basis for the decorative engravings - the various emblems of Chinese symbolism. For example, the four Directions and the two red and green Honours/'Dragons' bear identical decorative symbols around the central sinograms. Thus we have on each tile; two bats, 'fu', for "good fortune and happiness"; two circular symbols for 'shou', "longevity"; and four whisker-like symbols also for 'shou', "longevity". It should be noted that the Japanese MJ Museum book cites this symbol as meaning 'joy'. The Cash/'Circles' suit is decorated with a crab on the number one and peaches on the rest. The crab, 'xia', can symbolise "prosperity" and the peach, 'tao', is commonly the symbol for "longevity". The SoC/'Bamboo' suit is decorated with shrimps or prawns 'xia', also a symbol for "longevity". The Myriads (of Cash)/'Character' suit has the central sinograms surrounded by what appear to be butterflies or perhaps phoenix's. Unfortunately their interpretation is not forthcoming at this time. The left quartet of 'Flowers'/'Seasons' read; ba, 'eight'; guang, 'extensive'; ? ; and fa, 'law'. The right quartet reads; ji, 'help or aid' and gong, 'just' = jigong (a Chan Buddhist monk of the Southern Song Dynasty), huo, 'living', and fo, meaning 'Buddha' = jigong huofo = "Jigong (also called Daoji) the living Buddha".
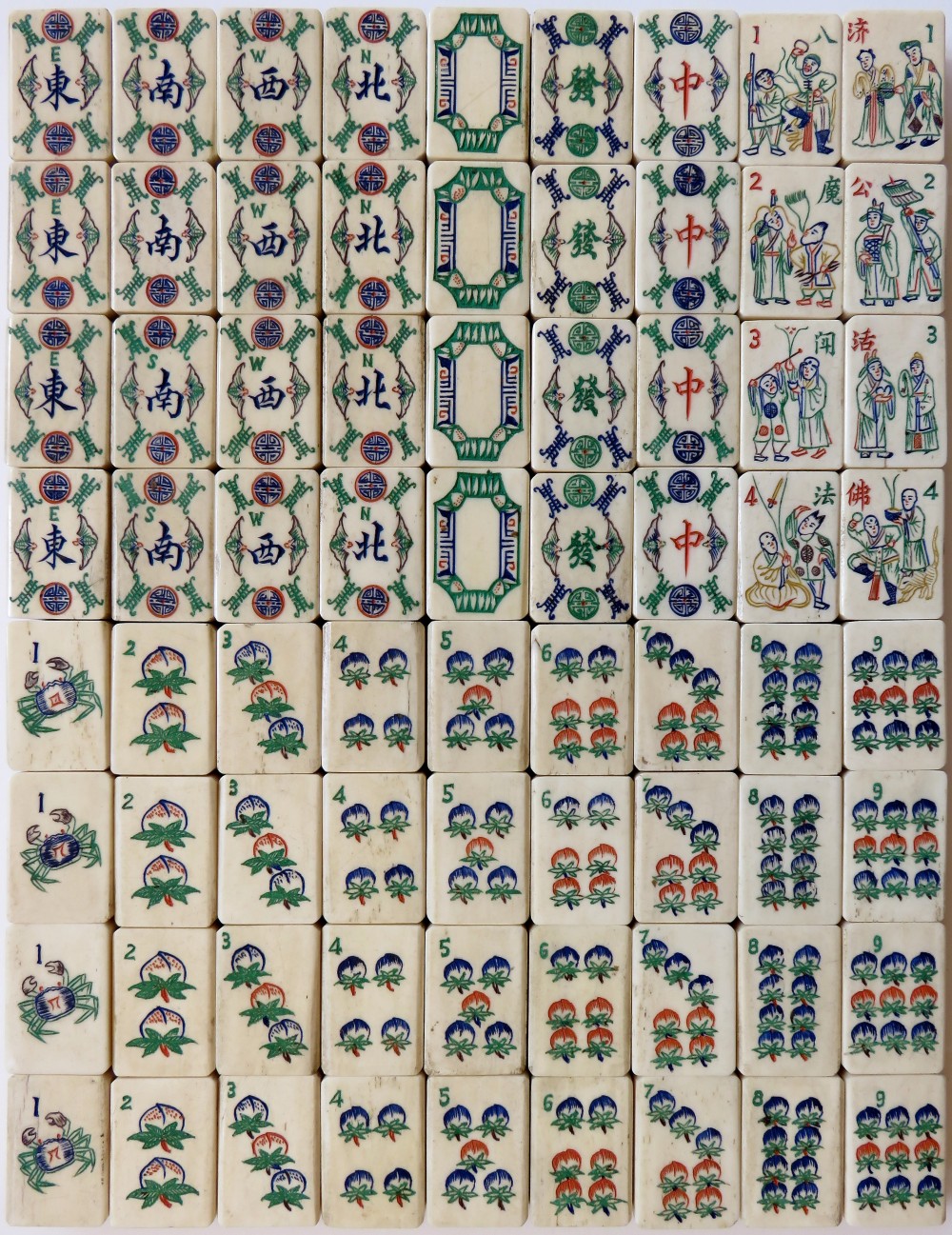
Close-up of the Winds, Honours or 'Dragons', Flowers and 'Peaches' suit featuring a crab on the #1 tile. This suit is the alternative to the Cash or 'Circles' suit.
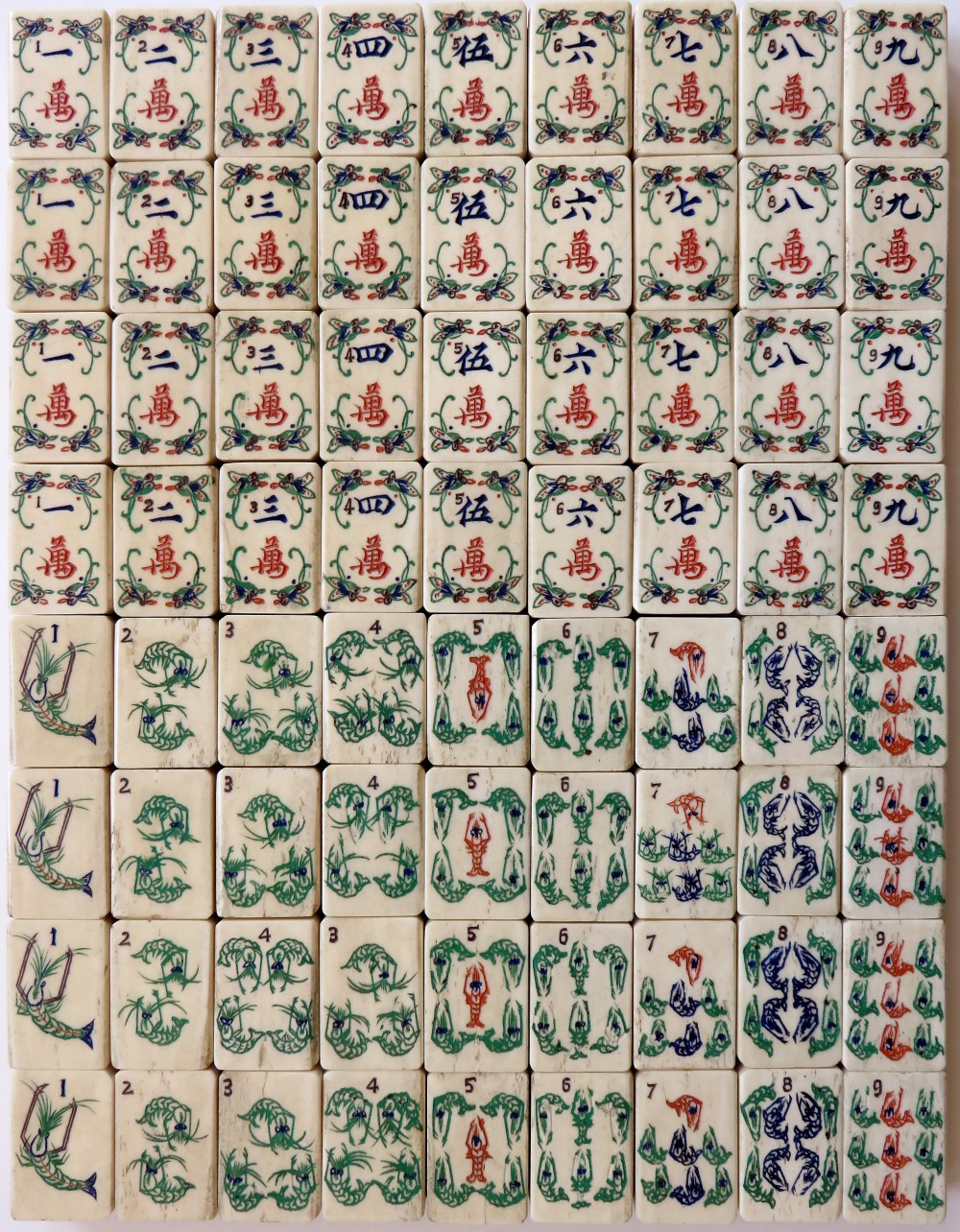
Close-up of the 'Characters' and 'Shrimp' suit (alternative to the Strings of Cash or 'Bamboo' suit.)
Close-up of each tile from the three suits.


Close-up of each tile from the Direction or Winds and Honours or 'Dragons' groups.


Close-up of one group in the 'Flowers'.

Close-up of the other group in the 'Flowers'.


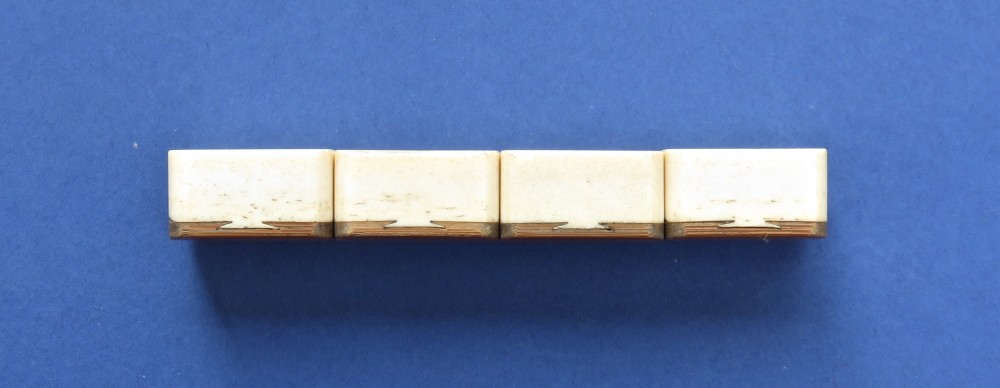
A view showing the dimensions of the tiles.


Red lacquered cabinet. On each side are pictures painted into the lacquer. This cabinet was missing the front sliding lid. A replacement was made by a renown restorer of Mahjong boxes.

Detail of side showing fine painting work.


Back of cabinet.

Side of cabinet with more fine and detailed painting.

Top of cabinet showing longevity symbols.


Detail of the five drawers, showing the fronts decorated with painting work.
This set displays all the usual features such as simplified or non ornate engravings for the Directions, Honours and the three suits. The Flowers/Seasons are further examples of the Four Callings and the Four Arts of the Scholar. The left quartet reads;yu 'fisherman'; qiao 'woodcutter'; geng 'farmer' and du 'scholar'. The right quartet reads; qin 'lute'; qi 'chess'; shu 'books' and hua 'painting'. Their renditions are a more decorative rendition of those in the preceding set.


Standard cabinet with wooden trays and slide-up front. Two, large green symbols on the front.
This set has features that are commonly found in synthetic sets that probably date from the 1930's. For example the style of standing bird and the Flowers and seasons. These are the usual plum, orchid, bamboo and chrysanthemum but with human figures as well. Similarly with the four seasons tiles. It is these figures that often feature in sets probably from the 1930's.


Red-lacquered, elongated cabinet with painted figures on five sides. Five red-lacquered tile trays. The bottom tray has four, small black-lacquered boxes containing the bone scorings sticks and dice etc.

Another side view.
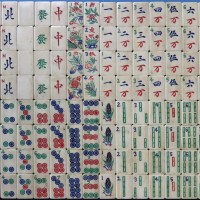
Standard form a tile set. The insignia on the suit tiles are a mixture of ornate engravings (the wan or Characters suit) and simple engravings (the Circles/Cash suit and the Strings of Cash or 'Bamboos' suit).
Five tile trays.


Bottom tray showing accessories.


Standard wooden cabinet with five wooden trays.















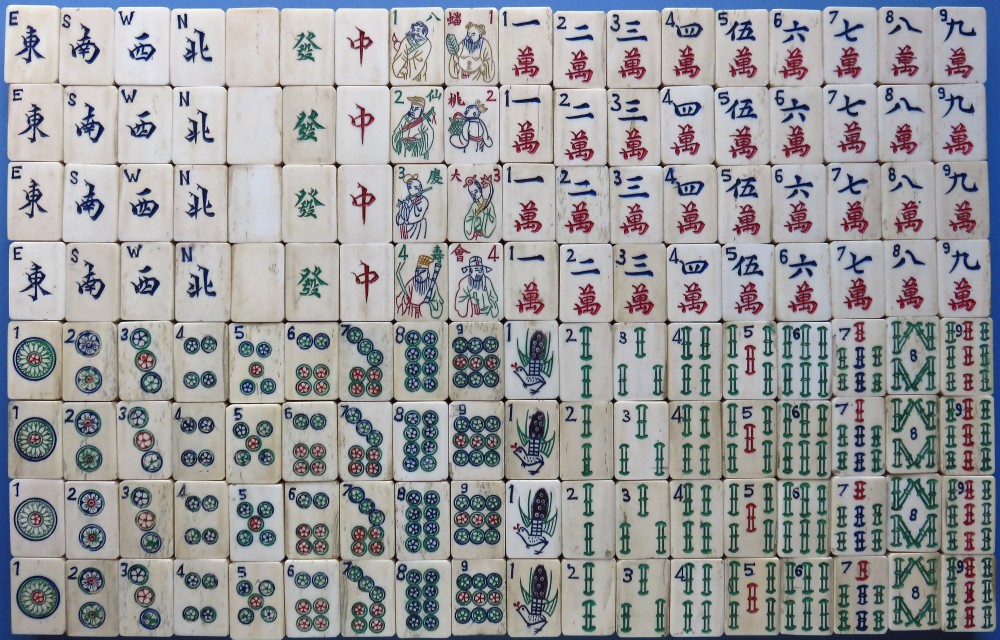
A standard Mahjong tile set showing the groups' insignia depicted using formal ornate engravings. The Eight Immortals are shown on the Flowers/Seasons.
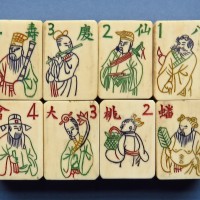

The 'Flowers' and 'Seasons'. The top row, from right to left are; 八 仙 慶 壽 = Ba Xian Qing Shou = Eight Immortals celebrate Immortality. The bottom row, from right to left are; 蟠 桃大會 = Pan Tao Da Hui = Peach of Immortality Gathering. Thus we have; "The Eight Immortals celebrate immortality attending the Queen Mother of the West's party where she distributes the peaches of immortality." (Translation courtesy of Ray Heaton)


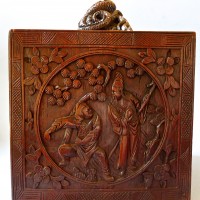
A view of the set's heavily carved cabinet. This cabinet displays the design features patented by Albert R. Hager of the Mah Jongg Company of China and the Mah Jongg Sales Co., Of America (see 'From China to the West' for a view of this patent).


Top view displaying the cabinet's carved Dragon handle.


View of the cabinet's carved top panel and handle and front panel.


Carved top panel and handle.


First side panel.


Rear panel.

Third side panel.


Front drop-down door panel.
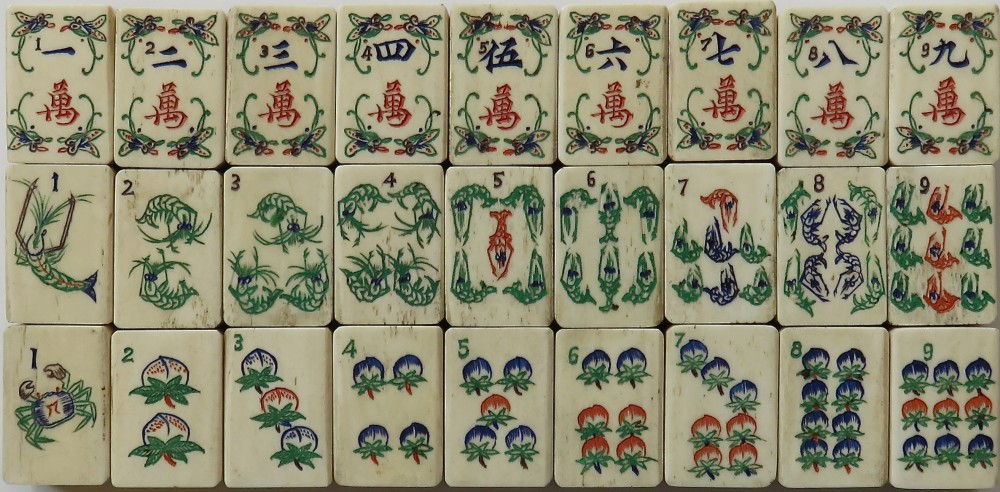
A complete tile set showing the ornate engravings for the suit motifs, plus some interesting symbols on the "Flowers' groups (see next image).

Close-up of the 'Flowers'. The top row from R–L are: 魚 yú fish, 蜻 qīng dragonfly, 蝦 xiā shrimp and 蟹 xiè crab. These may symbolise contemplation and reflection, purity (of thought?), flexibility (of thought?) and harmony.
The lower row are the four Seasons with various plants. From R–L are: chūn Spring, xià Summer, qiū Autumn and dōng Winter.


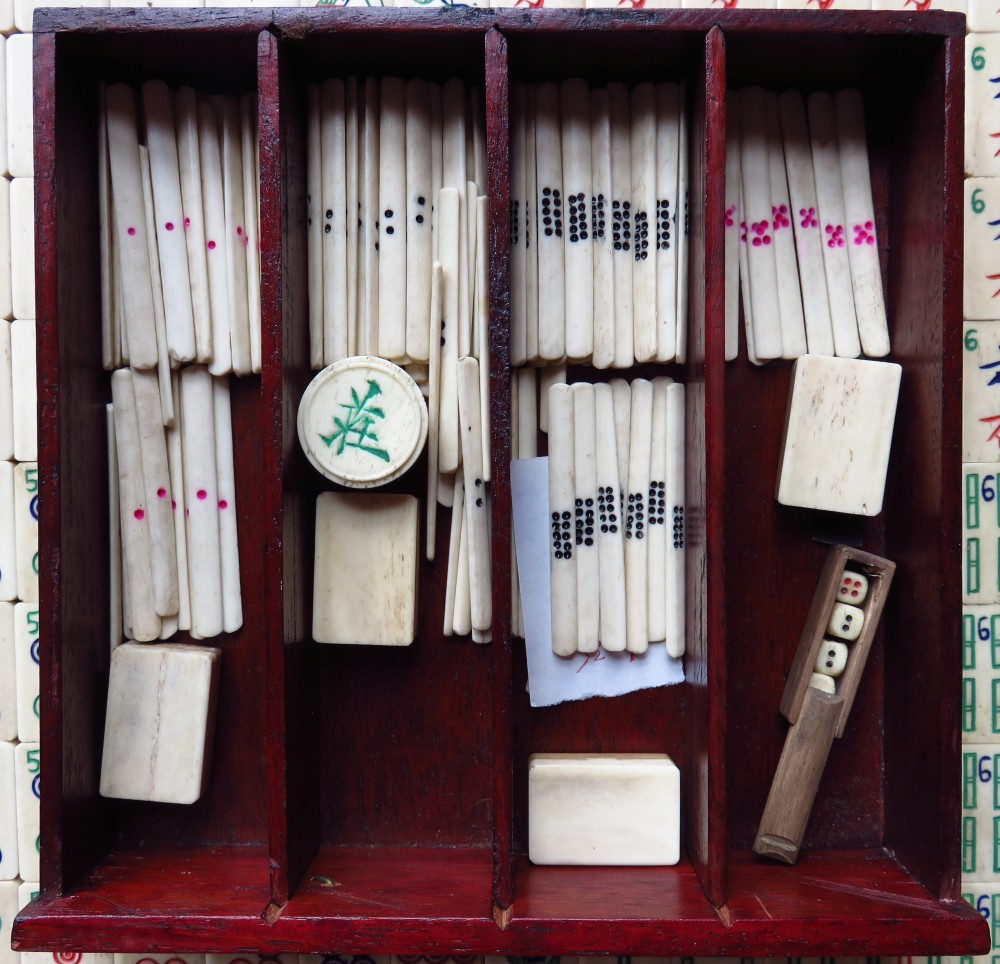
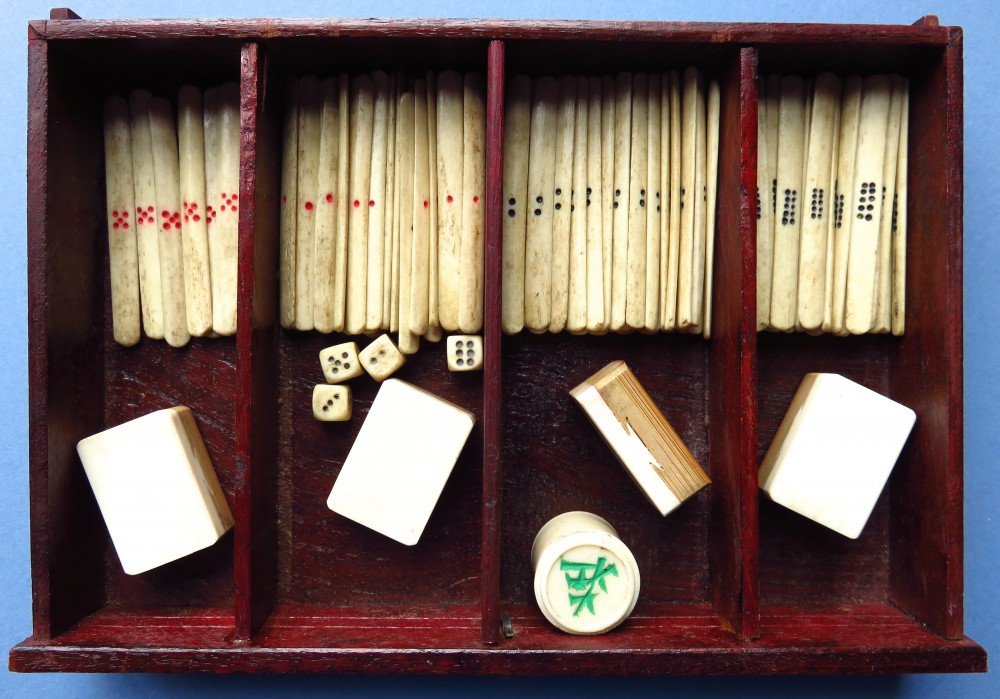
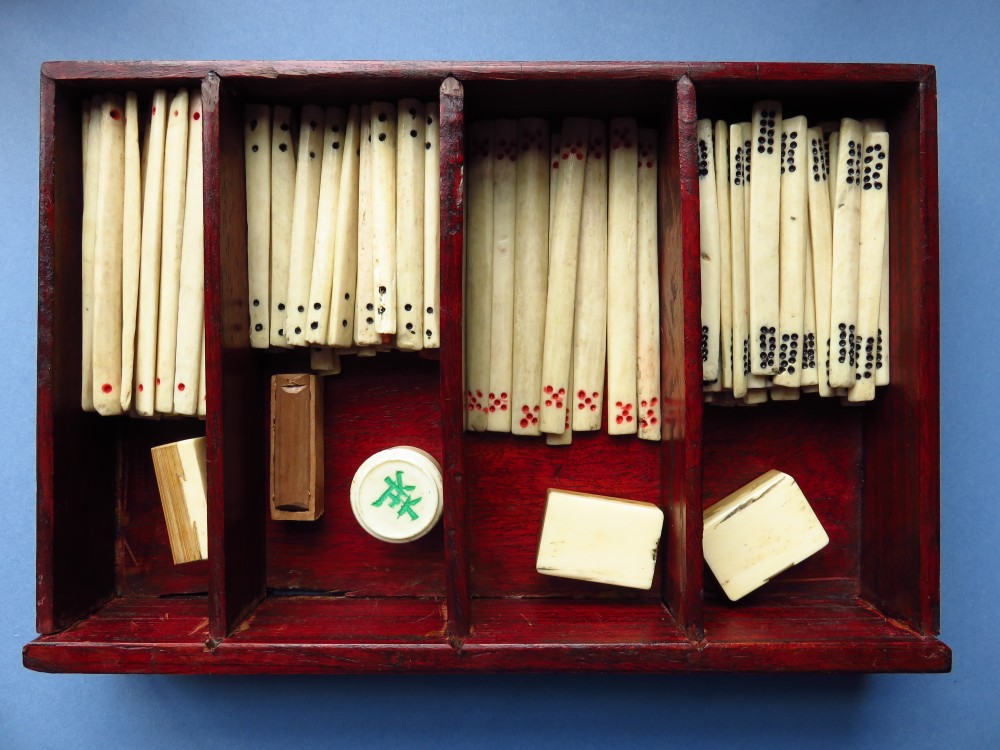
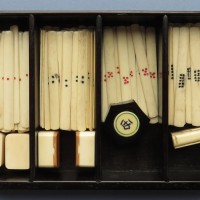
The accessories tray showing the spare tiles, dice container, Wind indicator container and scoring sticks.


Standard cabinet wooden cabinet with metal ornaments etc.
Japanese sourced tile set and cabinet. These tiles have a tanned patina and highly polished surface.

Close-up of the decorative tiles. Note the differences in colour. This is probably due to the tanned tiles having been played with, with players using their thumbs to feel the tiles and to rub them for good fortune. The two quartets of Flowers were not used in the style of game played with this tile set.
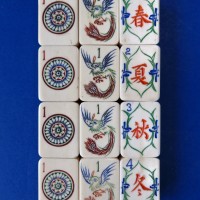
The two columns of 'Flowers' on the right show the large sinograms for the four gentlemen among plants - Plum, Orchid, Bamboo and Chrysanthemum each surround by their respective plants and blossom.
The 'Seasons' on the right have, from top to bottom, the large red sinogram for Spring, Summer, Autumn and Winter. These have the Plum tree blossom for Spring, the Lotus leaf, bud and blossom for Summer, ? for Autumn and the Narcissus for Winter.

High bone to bamboo ratio, with one Flower tile on the right. The two quartets of 'Flowers' tiles are identical in dimension to the rest of the set - albeit with very slight differences, differences that are also inherent to the rest of the set due to the fact the tiles have been hand-made.


Cabinet showing tiles arrangement and accessories.


Small, wooden cabinet with the typical style of handles found on cabinets of Japanese sourced sets. However, they are also found on cabinets from China as well.
Another beautiful Japanese sourced tile set in a sliding front cabinet. This set has small tiles with very thick bone on a very thin bamboo base (the tiles are whiter than shown in this image and the next, with only a slight patina).
Note the similarity of design of the 'Flowers' with those of the previous set.

Close-up of the decorative tiles. Note the exquisite detail of the engravings. The #1 'Circle' tiles feature two bats and two peaches surrounding a flower. The #1 'Bamboo' tiles feature what appears to be a rendition of a Phoenix. The 'Flowers' are all framed with various fruiting plants. The first row of 'Flowers' sinograms are, from top to bottom: Plum, Lotus, Bamboo and Chrysanthemum. The 'Flowers' sinograms on the right are Spring, Summer, Autumn and Winter.

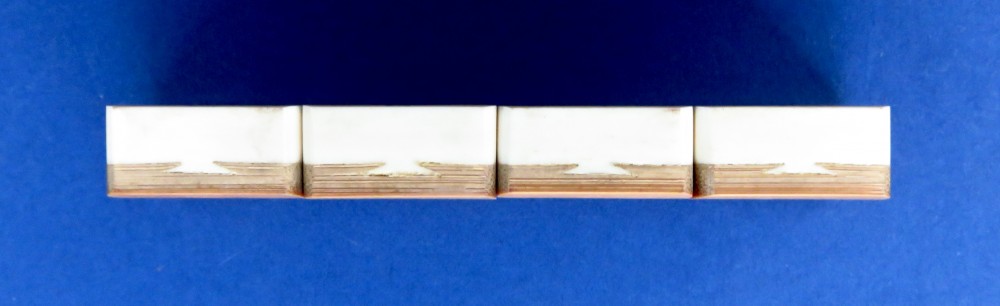
Side view showing the very high bone to bamboo ratio and the superior dovetail work onto a thin bamboo base.
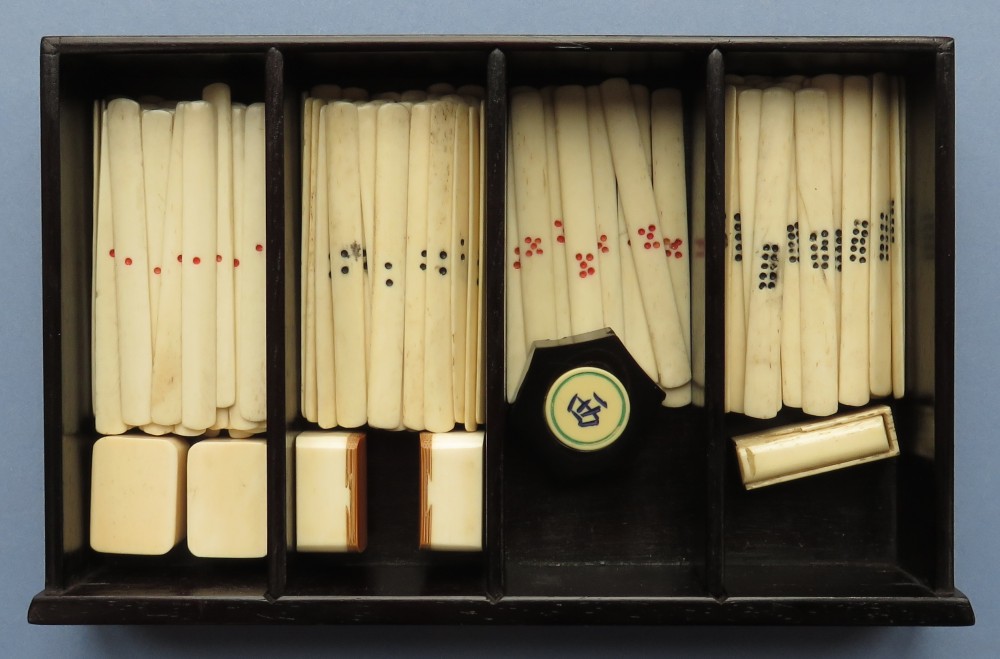
The bottom tray with accessories, showing bone counting sticks, four spare thick-boned tiles, a hexagonal bone discs holder plus a bone 'coffin' holding four bone dice.


Cabinet showing brass handles. There are holes on the rear used in order to push the trays out the front since they lack handles. Similar cabinet to the previous set.
Another interesting Japanese sourced tile set sporting only one quartet of framed Seasons tiles for the group of 'Flowers'. This is quite common in tile sets sourced from Japan.
The 'Bamboo' suit also has a decorative Ribbon-tailed Bird on the #1 tile (see next picture for explanation).

The decorative #1 'Circle' and 'Bamboo' suit tiles plus the framed Four Seasons tiles.
On the #1 'Bamboo' is what appears to be a Ribbon-tailed Bird in flight. This can be confused with the Phoenix. However, in this instance there is the distinct lack of the fabulous plumage and colouring associated with the Phoenix. The representation on these tiles is very similar to the shape and plumage of a 'Ribbon-tailed Bird' (shòu dài niǎo, 綬 帶 鳥).
This bird is a symbol for 'longevity' because shòu 綬 (ribbon), is a homophone for 'shòu 壽 (longevity).

Tight dovetails.


A full complement of accessories.


A typical cabinet usually sourced from China.
A Japanese sourced tile set in a front opening cabinet. This set has small tiles with thick bone on a thin bamboo base.


Close-up of the one Circle/Cash and Bamboo/Strings of Cash tiles, plus the Flowers and Seasons. The one Circles feature the sinogram fú for 'good fortune/happiness'. The One Bamboo tiles show a bird hovering over a globe. The Flowers are Plum, Orchid, Bamboo and Chrysanthemum in vases accompanied by various objects and plants in pots. The Seasons tiles are Spring, Summer, Autumn and Winter and show plants in vases accompanied by plant roots and bulbs.


High bone to bamboo ratio, small-dimensioned tiles. Note the tight dovetail joints and the very tiny differences in dimension due to the hand-made quality of the tiles. These differences may also be due to the exterior surfaces being worn from much handling and use by players.


Cabinet showing arrangement of tiles plus accessories.


Small, wooden cabinet. Note the style of handles. These are typically, though not always, seen on Japanese sourced sets.
This tile set came from a seller who is the step-son of Sir John Leslie Turing MC (1895-1987), Baronet, and 3rd cousin to Alan Mathieson Turing (1912-1954) the Enigma Machine code- breaker.
It is highly probable this set was owned by Sir John Turing MC.
The #1 Circle tiles each have a Chinese lucky knot that symbolises infinity.


Opened cabinet displaying the four trays of tiles. There are no shelves so the trays sit on top of one another. Each tile tray has a small bone knob and is completely lacquered. The bottom tray houses a complete compliment of bone scoring sticks; four bone dice; a round, black, horn container with lid, containing four direction discs; plus four spare blank tiles.


The unopened, decorated, black lacquered cabinet with silver and gold flying cranes; butterflies and coins; lotus blossom, leaf and bud plus two scenic views of trees. Each image appears on one of the panel, except the base.
The paintings are in most cases worn, and only show their complete form in a relief image on the black lacquer, with hints of gold or silver.